

Проверка перпендикулярности заплечиков вала
Перпендикулярность заплечиков валов относительно оси вращения необходимо проверять в следующей последовательности.
1. Настроить индикатор на заплечик вала, установленного в центрах (рис. 86).
2. Вращая образец в центрах, записать показания стрелки при углах поворота 0 – 90°, 90 – 180°, 180 – 270°, 270 – 360° (рис. 86, а, б).
3.Результаты проведения исследований занести в таблицу, сравнивая с допуском Т по табл. 23.
Проверка формы шейки вала
Она проводится микрометром в следующей пследовательности:
1. В сечении I–I (рис. 85, а) измеряют диаметр шейки вала 3 раза при углах поворота 120°.
2. Переносят измерения в сечения II – II и III – III. Полученные замеры сводят в таблицу и сравнивают с полем допуска по табл. 24 и 25, трактуя полученные значения как отклонение от цилиндричности. Отклонение от округлости замеряют в среднем сечении шейки трехкратным измерением диаметра:
![]()
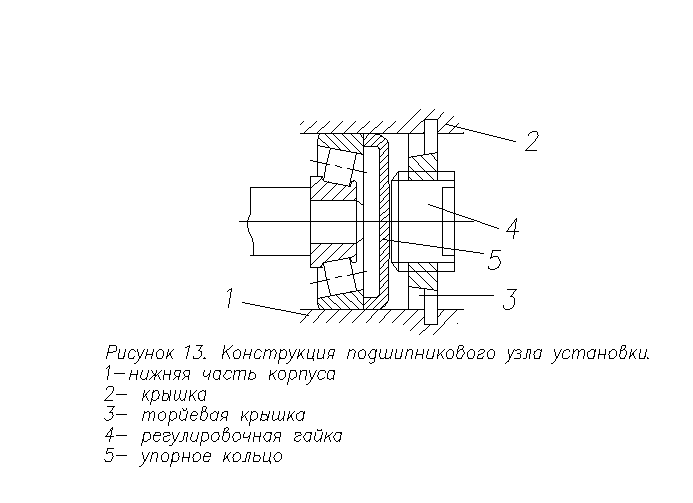
Рис. 92. Схема опытной установки для определения горизонтальности, параллельности, соосности посадочных мест корпуса
3. Опытная установка для определения горизонтальности, параллельности, соосности посадочных мест корпуса
Установка состоит из корпуса двухступенчатого цилиндрического редуктора 1, установленного на отгоризонтированное основание 2 (рис. 92). Подшипниковые узлы состоят из конических радиально-упорных подшипников регулируемого типа (рис. 93). Осевая игра роликоподшипников регулируется с помощью гайки, установленной в торцевую крышку корпуса. Гайка упирается в регулировочное кольцо, в свою очередь упирающееся в наружное кольцо подшипника. Для проверки горизонтальности, соосности, параллельности посадочных мест корпуса прилагаются калиброванные фальшвалы.
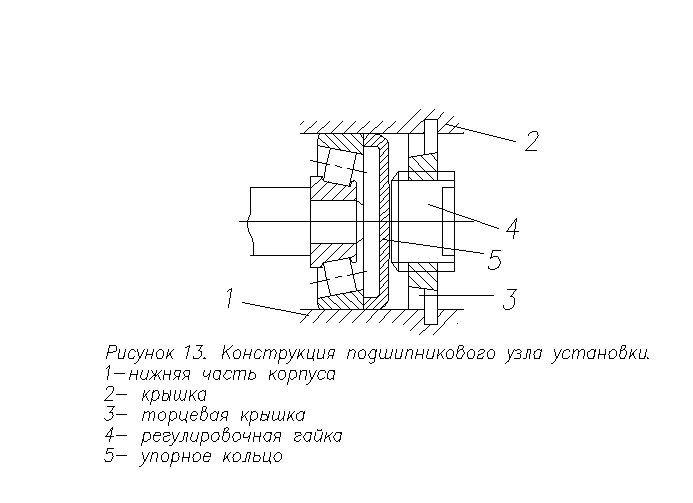
Рис. 93. Конструкция подшипникового узла установки
Измерительными средствами для определения данных параметров являются: плоский щуп, штихмас, микрометр.
Порядок работы на установке Проверка горизонтальности и параллельности валов в корпусе
Порядок выполнения опытов по установке горизонтальности и параллельности валов в корпусе таков:
1.Устанавливают фальшвалы в посадочные расточки корпуса.
2.С помощью штихмаса измеряют расстояние между фальшвалами L1, затем расстояние L2 (рис. 81).
3. Разность показаний определяют по формуле (1).
4. Сравнивают полученные значения с табличными (табл. 20 – 22).
5. Проверяют горизонтальность посадочных мест корпуса редуктора.
5. 1. Устанавливают редуктор на предварительно отгоризонтированное с помощью уровня основание или поверочную плитку (рис. 82).
5. 2. В посадочные отверстия помещают фальшвалы.
5. 3. Устанавливают индикаторную стойку в положение 1 (рис. 82), настраивают штифт индикатора на фальшвал с небольшим натягом (1 оборот стрелки).
5. 4. Переносят индикаторную стойку в положение 2 (рис. 82). Разницу показаний принимают за отклонение от горизонтальности и по формуле (2) пересчитывают на нормируемую длину.
6. Сравнивают полученные данные с табличными (табл. 20 – 22).
Проверка соосности расточек корпуса
Она проводится в следующей последовательности:
1. Наносят на посадочные поверхности фальшвала тонкий слой краски.
2. Устанавливают фальшвал в посадочные расточки корпуса редуктора, закрывают корпус крышкой и крышку затягивают.
3. Пытаются провернуть фальшвал в корпусе.
4. Снимают крышку, убирают фальшвал и по расположению отпечатков фаски в расточках корпуса судят о соосности посадочных поверхностей.
5. В правильно изготовленном корпусе отпечатки краски должны занимать не менее 70 % посадочных поверхностей расточек.