

2.3.2. Опытные установки и порядок работы
1. Опытная установка для проверки горизонтальности вала
Установка состоит (рис. 90) из корпуса 1, установленного на основание 2. В корпусе закреплен вал 3, корпус крепится к основанию с помощью болтов 4. На вал устанавливается и центруется с помощью винтовых упоров скоба 5. На горизонтальную штангу стойки 6 крепится нить 7 и отвес 8.


Рис. 90. Схема опытной установки для проверки горизонтальности вала
Расстояние между нитью и лапами скобы измеряется штихмасом. Если a1 ≠ а2 , то вал и корпус не отгоризонтированы. Положение вала с корпусом изменяют с помощью пакета подкладок 9, меняя их толщину.
Порядок работы на установке
Проверку горизонтальности вала осуществляют следующим образом:
1. Устанавливают скобу 5 на вал (рис. 90);
2. Регулируют стойку 6 по высоте и навешивают нить и отвес на горизонтальную штангу стойки.
3. С помощью штихмаса измеряют расстояния а1 и а2 между нитью и лапами скобы. Определяют разность между значениями:
∆ = +(а1–а2), мм.
4. В зависимости от значения ∆ горизонтируют вал с помощью подкладок под основание 2 корпуса1. Результаты измерений заносят в таблицу.
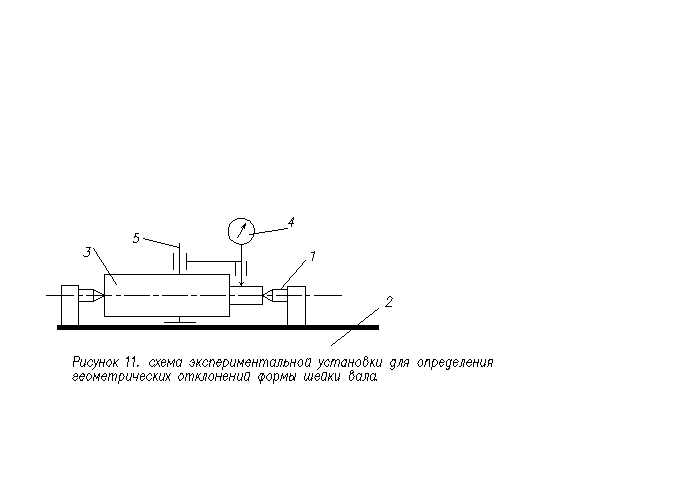
Рис. 91. Схема опытной установки для определения геометрических отклонений шейки вала
2. Опытная установка для определения геометрических отклонений шейки вала
Установка состоит (рис. 91) из центров 1, закрепленных на основании 2, в которых закреплен проверяемый вал 3; отклонения формы шейки вала измеряются с помощью индикаторной головки 4, закрепленной в стойке 5.
Порядок работы на установке Проверка отклонения от окружности
Проверка проводится прибором для измерения радиального биения – индикаторной головкой часового типа.
1. Измеряемая деталь типа валов, имеющая центровые отверстия, базируется в центрах установки (рис. 91).
2. Индикаторную головку настраивают на деталь с натягом (1 оборот стрелки) и вращают деталь.
3. При одном полном обороте детали вокруг своей оси фиксируют показания стрелки индикатора, при этом разность наибольшего и наименьшего показаний принимают за отклонение от окружности в данном сечении:
![]() .
.
Запись показаний индикатора ведут при углах поворота детали 0 – 90°, 90 – 180°, 180 – 270°, (270 – 360° проверочная).
4.Допуск округлости выбирают по табл. 24 при 100 % -ом использовании допуска диаметра Td, согласуя выбор степени точности при выборе допуска с табл. 25 – 27.
5.Результаты измерений заносят в таблицу.
Проверка формы профиля продольного сечения
При проверке формы профиля продольного сечения или цилиндричности шейки вала используют тот же метод, но деталь проверяют в нескольких сечениях, продольно перемещая индикатор вдоль шейки вала без отрыва штифта от поверхности, при этом измеряют радиальное биение, которое принимают за отклонение от цилиндричности:
Порядок проведения опыта следующий:
1. Настраивают штифт индикатора на шейку вала с натягом в сечении I -I (рис. 85).
2. Вращают образец, записывая показания индикатора при углах поворота 0 – 90°, 90 – 180°, 180 – 270°, 270 – 360° .
3. Не отрывая штифт, перемещают индикатор в сечение II – II; измерения повторяют.
4. Таким же образом проводят измерение в сечении III – III .
5. Полученные замеры заносят в таблицу, сравнивая с допуском формы поверхности по табл. 24 в диаметральном выражении, согласуя выбор допуска с табл. 25 – 27.
![]()
6. Таким же образом проверяют остальные образцы.
7. При назначении допуска следует руководствоваться тем, что посадочная поверхность шейки вала предназначена для подшипников качения с точностью 0 и 6.