

2.2.2. Оборудование и приборы для выполнения работы
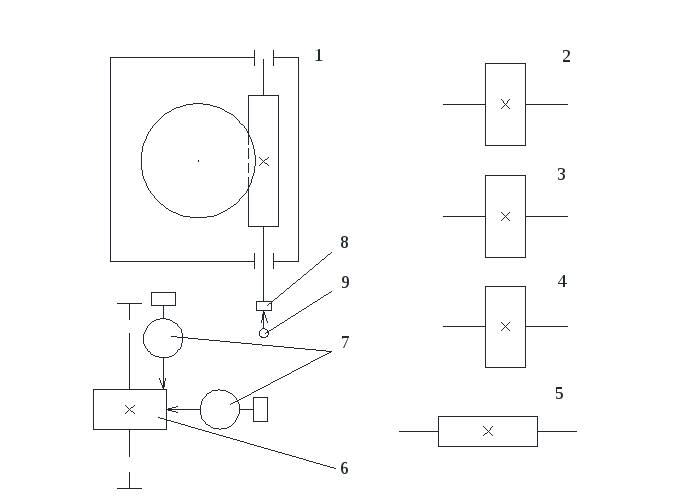
Боковой зазор между зубьями колеса и витками червяка на представленном стенде (рис. 77) возможно замерить при помощи стрелки 9 и градуированного лимба 8, который служит для определения начала вращения червячного колеса.
На стенде расположен червячный венец 6, насаженный на ступицу и имеющий радиальное и торцевое биения в результате неправильной посадки и перекоса венца и изношенных подшипников и шеек вала, которые можно определить при помощи иглы или индикатора 7 . Расфрезерованные червячные колёса имеют следующие дефекты:
а) износ шеек вала в местах посадки подшипников 5;
б) износ венца червячного колеса под воздействием циклических и ударных нагрузок;
в) износ венца червячного колеса;
г) неполное прилегание венца червячного колеса к буртику ступицы.

Р ис.
77. Схема стенда для монтажа и выверки
конических зубчатых передач: 1 – червячный
редуктор; 2, 3, 4 – зубчатые колёса с
видами дефектов; 5 – червяк; 6 – зубчатое
колесо с торцовым радиальным биением;
7 – индикатор; 8 – градуированный лим
ис.
77. Схема стенда для монтажа и выверки
конических зубчатых передач: 1 – червячный
редуктор; 2, 3, 4 – зубчатые колёса с
видами дефектов; 5 – червяк; 6 – зубчатое
колесо с торцовым радиальным биением;
7 – индикатор; 8 – градуированный лим б;
9 – стрелка
б;
9 – стрелка
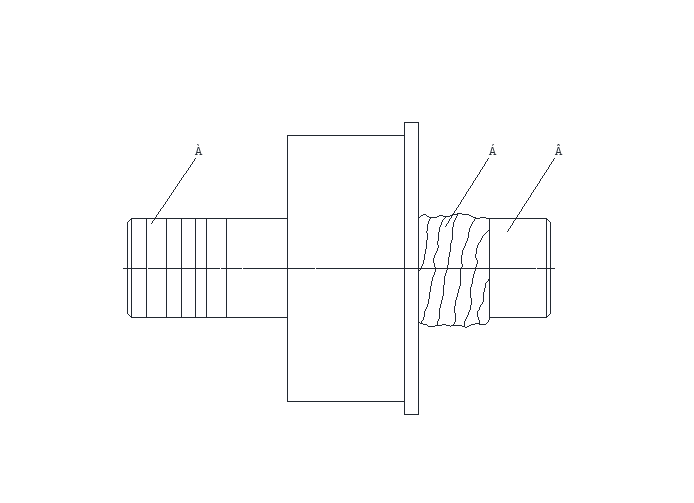

 Рис.
78. Ступица червячного колеса с этапами
восстановления места подшипниковых
посадок: А – участок рабочей поверхности
до восстановления; Б
Рис.
78. Ступица червячного колеса с этапами
восстановления места подшипниковых
посадок: А – участок рабочей поверхности
до восстановления; Б – участок, восстановленный методом
наплавки; В – обработанный участок
– участок, восстановленный методом
наплавки; В – обработанный участок
В данной модели имеется возможность перемещения червячного колеса относительно червяка с уводом площади контакта с середины рабочей поверхности зуба в сторону.
На стенде представлена ступица червячного колеса (рис. 78) с этапами восстановления места подшипниковых посадок.
2.2.3. Проверка мёртвого хода червяка
Оборудование и приборы: червячный одноступенчатый редуктор, градуированный лимб, индикатор.
Для обеспечения правильной работы червячной передачи между нитками червяка и зубьями колёс должен быть боковой зазор, наличие которого вызывает мёртвый ход червяка, т.е. угловое перемещение при неподвижном колесе.
Величина боковых зазоров Δб, мм, для новых передач
![]() ,
,
где m – торцовый модуль передачи.
Проверку мёртвого хода червяка производят следующим образом (рис. 79). На вал червяка надевают диск 2 с градуированными делениями, а к одному из зубьев червячного колеса подводят индикатор 1.
Угол мёртвого хода устанавливают при помощи стрелки 3 при подкручивании червяка, причём стрелка индикатора должна оставаться неподвижной. Результаты измерений фиксируют в произвольно составленной таблице.
В пределах 7-й и 8-й степени точности мёртвый ход червяка должен быть в пределах 8–12° при однозаходном, 4–6° при двухзаходном и 3–4° при трёхзаходном червяках.
2.2.4. Проверка степени прилегания профилей червяка и червячного колеса
Оборудование и приборы: червячный одноступенчатый редуктор, красящее вещество.
Винтовую поверхность червяка покрывают тонким слоем краски (ультрамарином) и после медленного проворачивания червяка на колесе проверяют отпечатки, по расположению которых судят о правильности сборки передачи (рис. 54, табл. 19). При обнаружении смещения зубчатого колеса производят необходимое регулирование его положения. При правильном положении червяка краска должна покрывать поверхность зуба червячного колеса не менее чем на 50–60 % по длине и высоте. При неудовлетворительном прилегании рекомендуется пришабривать зубья и в последующем прирабатывать.
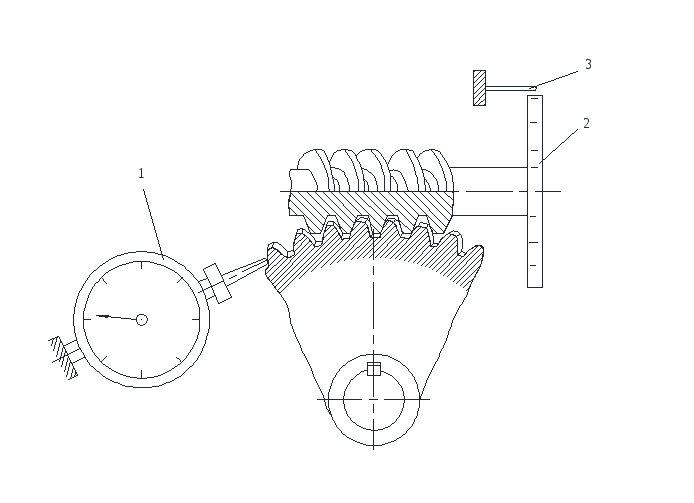
Рис. 79. Проверка мёртвого хода червяка:1 – индикатор; 2 – градуированный лимб; 3 – стрелка
Таблица 19
Нормы площади контакта зубьев для червячных зубчатых передач
|
Тип передачи |
Нормы площади контакта зубьев, %, при степени точности зубчатой передачи | |||||||
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |
|
Червячные передачи |
– |
– |
60х75 |
60х70 |
60х65 |
50х50 |
30х35 |
– |
Примечание. Первые цифры – средняя высота пятна, %, от высоты зуба, вторая цифра – длина пятна, %, от длины зуба.
Для реверсивной работы редукторов производится двухсторонняя проверка контакта. Нарушение правильного контакта приводит к концентрации нагрузки на отдельных участках зубьев, снижению прочности, надёжности работы зубчатых передач. К червячным передачам, передающим большие нагрузки, но работающим с малыми скоростями, в первую очередь предъявляют требования высокой точности показателей контакта зубьев.
При сборке червячных передач в зацеплении необходимо учитывать изменение зазоров в результате нагрева деталей в процессе работы.
При работе механизма расстояние между осями зубчатых колёс в корпусе LК, мм, вычисляют по формуле
![]() ,
,
где Т – расстояние между осями валов в холодном состоянии; аИ – коэффициент линейного расширения материала корпуса, 1/град; tК – превышение температуры над окружающей средой.
Сумму радиусов колеса и червяка при увеличении их вследствие нагрева во время работы L, мм, вычисляют по формуле
![]() .
.
Следовательно, изменение в положении зацепляющихся зубьев колес, мм вычисляют по формуле:
![]() .
.
Зазоры между зубьями червячной пары необходимы для избегания заклинивания зубьев и витков червяка, для компенсации неточностей межцентровых расстояний, а также для компенсации тепловых деформаций.
При сборке червячной пары необходимо выдерживать установленные боковые зазоры между зубьями и витками червяка (рис. 80). Величины зазоров зависят от модуля и точности обработки колёс.
Боковой зазор необходим для создания нормальных условий для смазки. При слишком малых зазорах между шестерней и червяком невозможно образование нормальной масляной пленки. Это приводит к ускоренному износу зубьев шестерни и витков червяка, повышению температуры редуктора, возникновению посторонних шумов в зацеплении и усиленному износу подшипников.
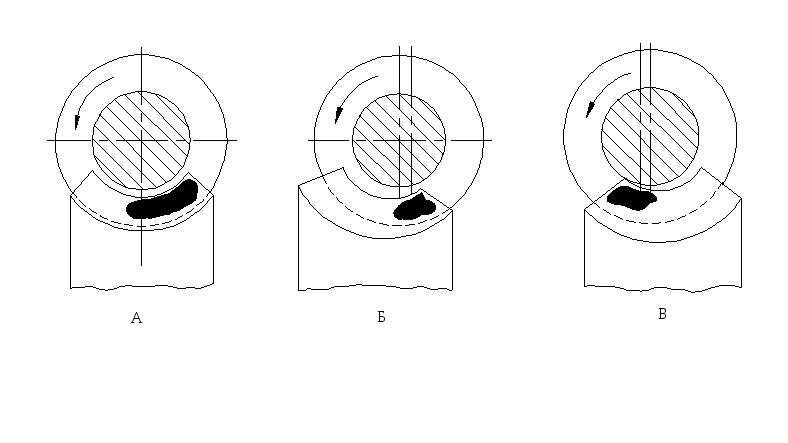
Рис. 80. Формы контакта зацепления на зубьях червячного колеса:
А – правильное; Б – червяк смещён вправо; В – червяк смещён влево