

1.15. Сборка валов
Основными показателями качества сборки валов являются:
а) легкость вращения вала в подшипниках;
б) отсутствие вибраций при вращении;
в) радиальное и осевое биения, не превышающие установленных норм;
г) точность положения вала относительно основных баз корпуса, в котором смонтирован вал.
В процессе сборки контролируют отклонение от формы, параллельность, горизонтальность вала, радиальное биение, соосность валов, точность посадки вала в подшипник и подшипника в корпус.
Сборка валов и степень её точности зависят от вида опор – скольжения либо качения.
Проверка параллельности валов
Методы проверки параллельности валов зависят от их конструктивного расположения в узле.
При расположении
торцов валов в одной плоскости их
параллельность осуществляют с помощью
штангенциркуля. В этом случае измеряют
расстояние между центрами валов. При
этом отклонение от параллельности
составляет
![]() .
Значения диаметров шеек валовd1
и d2
не контролируют (рис. 24).
.
Значения диаметров шеек валовd1
и d2
не контролируют (рис. 24).

Рис. 24. Проверка параллельности валов, торцы которых расположены в одной плоскости
При расположении
торцов в различных плоскостях измеряют
расстояние между их внешними (рис. 25, а)
или внутренними (рис. 25, б) образующими.
Отклонение от параллельности при этом
составляет
![]() .
Значения диаметров шеек валовd1
и d2
в этом случае обязательно контролируют
и назначают технологическую обработку
этих шеек с целью устранения отклонений
от геометрической формы.
.
Значения диаметров шеек валовd1
и d2
в этом случае обязательно контролируют
и назначают технологическую обработку
этих шеек с целью устранения отклонений
от геометрической формы.
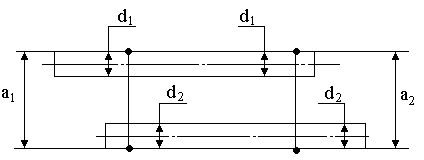
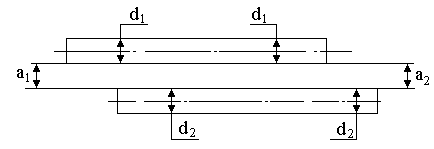
Рис. 25. Проверка параллельности валов, торцы которых расположены в разных плоскостях
При расположении торцов в одной плоскости или в различных плоскостях измеряют расстояние между их внешними и внутренними образующими с помощью индикаторных головок и шаблонной рамки (рис. 26). При этом обязательно контролируют d1 и d2.

Рис. 26. Проверка параллельности валов с помощью индикаторных головок:1 – шаблонная рамка; 2 – индикаторная головка
Проверка отклонения формы поверхности шейки вала
Проверка осуществляется с помощью штангенциркуля, микрометра и других измерительных инструментов. Измерения делают в одной плоскости по окружности в 4 - 6 точках (рис. 27). Расхождение при этом должно составлять
d1-3 – d2-4 ≤ 0,02, мм.
Индикаторная головка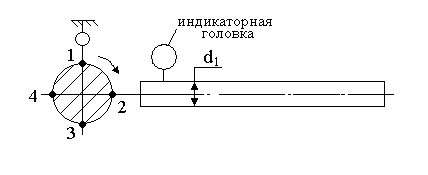
Рис. 27. Проверка отклонения формы поверхности шейки вала
Проверка горизонтальности вала
Проверка осуществляется с помощью скобы и отвеса (рис. 29, а) или с помощью уровня (рис. 29, б). Скобу закрепляют на шейке вала и измеряют расстояние а между её торцом и нитью отвеса. Затем вал проворачивают таким образом, чтобы скоба находилась в диаметрально противоположном месте по отношению к её первоначальному положению. При этом повторно измеряют расстояние а. Значение а в обоих положениях скобы должно быть одинаковым, что является критерием качественного горизонтирования вала.
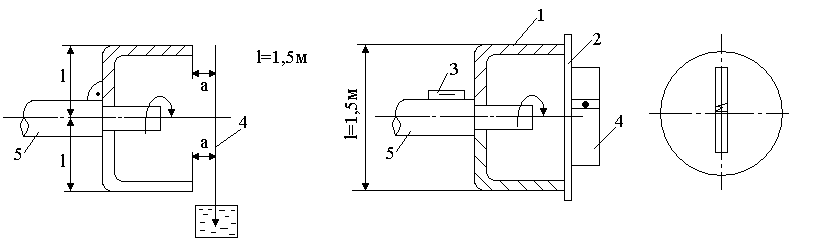
Рис. 29. Проверка параллельности валов с помощью индикаторных головок:1 – шаблонная рамка; 2 – индикаторная головка