

Сборка неподвижных соединений
В процессе сборки узлов встречаются неразъемные и разъемные неподвижные соединения. К неразъемным относят сварные, паяные и заклепочные соединения. К разъемным неподвижным соединениям относят детали с прессовыми посадками.
Сборку неподвижных соединений проводят следующими способами: 1) сборку с нагревом детали; 2) сборку с охлаждением; 3) запрессовкой; 4) сборку с помощью болтов и шпилек.
Сборка с нагревом детали. Детали в соединении вал – втулка часто собирают, нагревая втулку таким образом, чтобы расширение отверстия было больше натяга. Зависимость между натягом и температурой нагрева следующая:
![]() ,
мм,
,
мм,
где N – натяг, мм; d – диаметр вала, мм; а – коэффициент линейного расширения материала, t/°C; t – температура нагрева, °C.
Отсюда температура нагрева равна
![]() ,°C.
,°C.
С учетом остывания в процессе сборки практическую температуру нагрева берут в 2 раза выше расчетной. Однако следует понимать, что при нагреве не следует выходить за пределы темно-красного каления.
При сборке детали из сталей температура нагрева не должна превышать 700 °C. Следует также иметь в виду, что при нагреве может произойти отпуск закаленных деталей.
Охлаждение вала. В случае невозможности нагрева отверстия (большие габариты шкива, колеса, барабана и др., а также специальной закалки отверстия) сборку можно осуществить охлаждением вала с помощью жидкого воздуха, азота или кислорода при температуре 180 – 193°C. Для этого применяют специальное оборудование – ванны, сосуды Дьюара, деревянные ящики. При использовании жидкого кислорода во избежание взрыва на валу и в ванне не должно быть смазочных, лакокрасочных и других воспламеняющихся материалов. Кроме того, научно обосновано, что глубокое охлаждение упрочняет поверхность детали и повышает её износостойкость.
Запрессовка детали. Для запрессовки вала в отверстие подшипника либо цапфы необходимо создать определенное усилие, по которому подбирают оборудование: прессы гидравлические или винтовые, съемники. Наибольшее усилие запрессовки, необходимое для сборки соединения с натягом,
![]() ,
,
где f – коэффициент трения при запрессовке, f = 0,06–0,22; d и l – соответственно, диаметр и длина отверстия втулки, м; σсж – напряжение сжатия на контактной поверхности, Н/м2.
Поскольку σсж на практике определить довольно сложно, то применяют следующие зависимости для стального вала и стальной втулки:
![]() .
.
для стального вала и чугунной втулки зависимость
![]()
Сборка на болтах и шпильках. При многоболтовом соединении следует избегать перекосов. Болты должны быть затянуты равномерно, без срыва резьбового соединения.
Сборка подвижных соединений
Сборка подшипников скольжения. Перед началом сборки подшипники подгоняют под шейки вала, а на валу изготавливают смазочные канавки в ненагруженной части подшипника. Сборку подшипников с тонкостенными вкладышами осуществляют таким образом, что после прижатия вкладыша поверхности гнезда между валом и подшипником (вкладышами) создается натяг, который не должен превышать
![]() ,
,
где d – диаметр цапфы вала, мм.
Для обеспечения указанного натяга подкладывают вставки вкладышей прокладки из латуни (рис. 22).
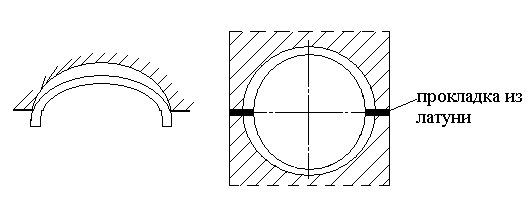
Рис. 22. Вставка вкладыша подшипника скольжения
При использовании в качестве подшипников скольжения пластмассовых втулок (из полиамидов капрона и др.) зазор между цапфой и втулкой увеличивают в 1,5÷2,0 раза больше, чем для стальных соединений в связи с тем, что коэффициент линейного расширения пластмасс при нагреве в 10 раз больше, чем у стали.
Сборка подшипников качения. Перед сборкой вал и подшипник тщательно промывают, смазывают небольшим слом смазки. В связи с напрессовкой вала в кольцо подшипника либо подшипника в корпус зазор между внутренней и внешней обоймами уменьшается ориентировочно на
![]() ,
,
где N – натяг в соединении, мм.
В связи с этим появляется опасность защемления шариков (либо роликов) между обоймами в подшипнике и выхода его из строя.
Проверить натяг можно по формуле
![]() ,
,
где k = 2,78 – для легкой серии, k = 2,27 – для средней серии, k = 1,96 – для тяжелой серии; в – ширина подшипника, мм; r – радиус закругления, мм; Q – усилие при напрессовке, Н.
Существуют следующие способы сборки подшипников качения: с помощью пресса или домкрата, с помощью резьбы (рис. 23, а), с помощью
втулки (рис. 23, б), с помощью нагрева в масле до t = 70÷100 С° подшипника и быстрой его насадки на вал.

а
б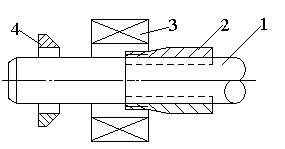
Рис. 23. Сборка подшипника качения: а – с помощью резьбы: 1 – вал, 2 – подшипник, 3 – гайка, 4 – резьба; б – с помощью втулки: 1 – вал, 2 – втулка разрезная, 3 – подшипник, 4 – гайка
Гайка, навинчиваясь на втулку, может закрепить подшипник в любом месте вала. После окончания сборки подшипников качения необходимо проверить легкость вращения. При недостаточной легкости нужно устранить перекос вала или гнезда, слишком тугую посадку, чрезмерную набивку смазкой либо её отсутствие, трение уплотнений о вал.