

Метод кругового обхода грузами
При скрытой неуравновешенности окружность диска разбивают на 8-12 частей (рис. 47, б) помечают цифрами. Каждую точку деления помещают в плоскость А-А поочередно, прикрепляя груз G такой массы, чтобы диск поворачивался на один и тот же градус (обычно 10). Грузы взвешивают. Точка, где оказался груз наименьшей массы, указывает на место неуравновешенной массы. Эту точку переводят в плоскость А-А (например т. 4) и уравновешивают противоположную сторону грузом массой G = G8 - G4.
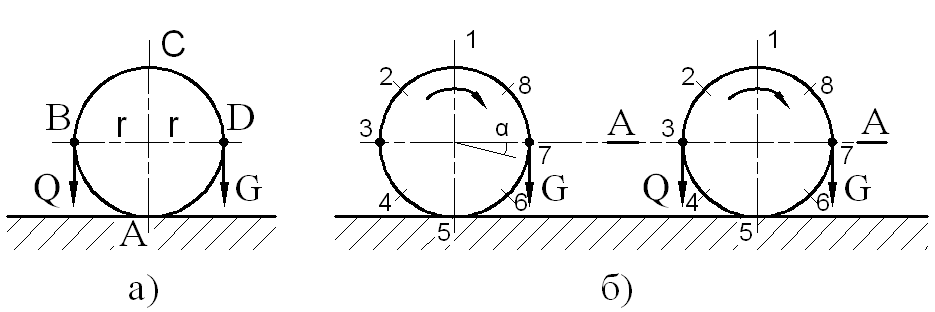
Рис. 47. Схемы статической балансировки
Для балансировки применяют магнитные либо пружинные грузы разной массы. Точность балансировки на призмах бывает тем выше, чем качественнее их поверхность. Недостатком балансировки на призмах является невозможность выверки тел с нецилиндрическими образующими либо с многоступенчатым профилем. В этом случае балансировку проводят на роликах, в центрах либо на весах.
Балансировочные весы для дисков малого диаметра применяют вертикального типа, для большого диаметра – горизонтального типа (рис. 48). На правом конце коромысла 1 в открытых подшипниках 2 устанавливают деталь 3. На левой стороне подвешивают груз 4. Если центр тяжести смещен относительно оси вращения, то при взвешивании в различных положениях весы будут давать различные показания. При положении неуравновешенной массы в положении 1 и 3 весы покажут действительную массу, в положении 2– завышенную, в положении 4 – заниженную. Детали большого диаметра (колеса вентиляторов, копровые шкивы и др.) балансируют на горизонтальных весах. Методика балансировки аналогична вертикальным весам.
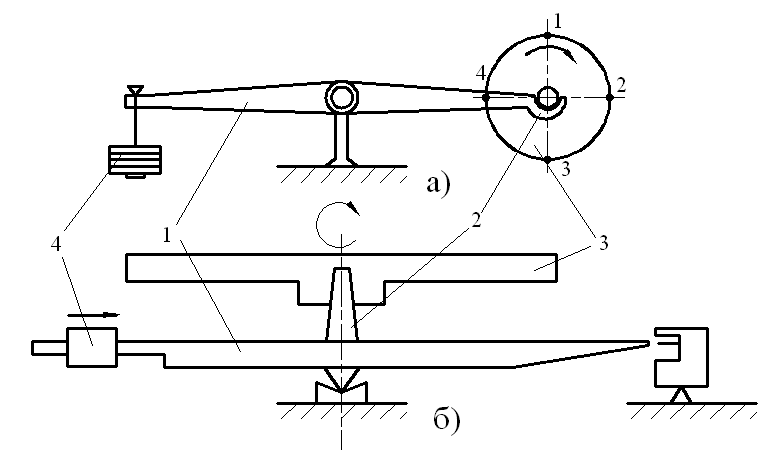
Рис. 48. Балансировочные весы
Понятие дисбаланса
Дисбаланс изделия – это векторная величина, равная произведению локальной неуравновешенной массы m на расстояние до оси изделия или произведению веса изделия на расстояние от оси изделия до центра масс. Такое явление, как дисбаланс, появляется в процессе изготовления (восстановления) деталей, сборки узлов и агрегатов и изменяет свое количественное значение в процессе эксплуатации и текущего ремонта. Попробуем представить себе, – что вся масса ротора вместе с рабочим колесом сосредоточена в одной точке центре масс (центре тяжести), но из-за неточности изготовления и неравномерности плотности материала (особенно для чугунных отливок) эта точка смещена на некоторое расстояние от оси вращения (рис.6). При работе агрегата возникают силы инерции – F, действующие на смещенный центр масс, пропорциональные массе ротора, смещению и квадрату угловой скорости. Они-то и создают переменные нагрузки на опоры R, прогиб ротора и вибрации, приводящие к преждевременному выходу агрегата из строя. Величина, равная произведению расстояния от оси до центра масс на массу самого ротора, называется статическим дисбалансом и имеет размерность [г·см].
Способы устранения дисбаланса
После определения места и величины дисбаланса его необходимо устранить. Для вентиляторов и дымососов дисбаланс компенсируется противовесом, который устанавливается на внешней стороне диска рабочего колеса. Чаще всего для крепления груза используют электросварку. Этот же эффект достигается снятием металла в «тяжелом» месте на рабочих колесах насосов (по требованиям ТУ допускается снятие металла на глубину не более 1 мм в секторе не более 1800). При этом корректировку дисбаланса стараются проводить на максимальном радиусе, т. к. с увеличением расстояния от оси возрастает влияние массы корректируемого металла на равновесие колеса.