

1.17.5. Динамическая балансировка
Динамическая балансировка осуществляется такими основными способами, как способ максимальных отметок, способ обхода пробным грузом, с помощью балансировочных станков.
Способ максимальных отметок. При данном способе каждую сторону детали балансируют отдельно. Одну сторону например, конец вала делают подвижной, а противоположную закрепляют (рис. 54).
Балансировку осуществляют следующим образом:
1. Определяют на валу 1 окружность расположения уравновешивающего груза. Вал 1 Вращают с резонансной частотой вращения, когда частота вращения вала совпадает с частотой свободных колебаний системы вал – подшипник – опора. При резонансной частоте вращения амплитуда колебаний свободного конца вала будет максимальной (рис. 54, а).
2. Измеряют максимальную амплитуду колебаний свободного конца вала с помощью измерителя 4.
3. Наносят отметки на участок цилиндрической поверхности вала с помощью отметчика 5. Для этого участок около подвижной шейки вала (I) забеливают мелом, растворенным в бензине, или устанавливают измерительный экран 6. Первую отметку наносят чертилкой при вращении вала на резонансных оборотах (рис. 54, б).
4. Определяют максимальную точку колебаний окружности вращения вала (а) на отмеченной дуге.
5. Останавливают вал, соединяющий точку а с центром вращения вала. Точку а переносят на окружность расположения уравновешивающего груза (а').
6. В противоположную сторону относительно вращения на окружности наносят радиус Оb под углом 90o к Оа. В точку b помещают пробный груз q.
7. Вращают вал и на резонансных оборотах делают вторую отметку c. Измеряют амплитуду вибрации опоры I. Сносят точку c на окружность 1, получают точку c'.
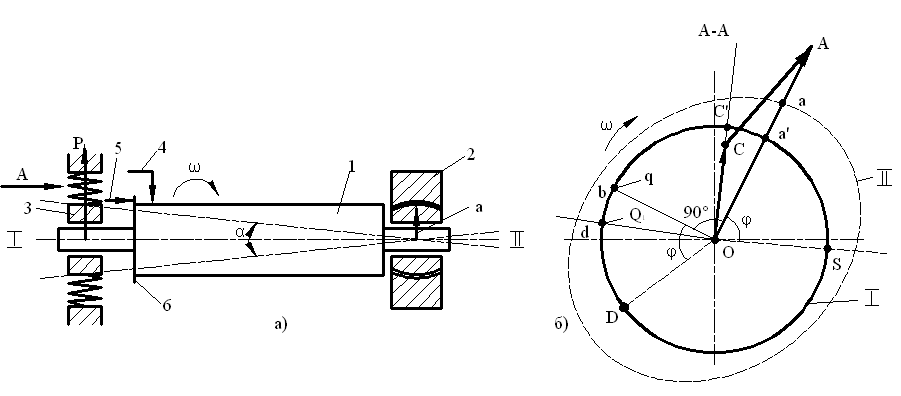
Рис. 54. Схема динамической балансировки
8. На бумаге в произвольном масштабе проводят окружность и переносят на нее точки а', b', c' Затем на радиусах Оa' и Оc' откладывают в определенном масштабе вектор ОА – амплитуду вибрации подшипника без груза q и вектор Оc – при вращении с пробным грузом q. Тогда вектор АС будет являться амплитудой вибраций опоры I под действием силы, вызываемой только грузом q.
9. Треугольник ОАС можно рассматривать как треугольник сил, вызывающих вибрацию подшипника с определенными амплитудами.
10. Значение необходимого уравновешивающего груза Q1 находят из выражения
![]() откуда
откуда
![]() .
.
11. Для определения места расположения уравновешивающего груза Q1 из центра оси вращения вала О проводят радиус ОD, параллельный вектору АС. Точка D будет являться точкой наибольшего отклонения вала под действием центробежной силы пробного уравновешивающего груза q, а угол φ определяет запаздывание наибольшего размаха отклонения от направления центробежной силы вследствие влияния инерции движущейся системы.
12. Угол φ зависит в основном от частоты вращения вала ω. Так как при вращении ω постоянна, то и угол φ также будет постоянным. Поэтому, отложив от радиуса ОА в направлении вращения вала угол, получим радиус OS, который определяет направление центробежной силы, вызываемой неуравновешенностью вала.
13. Место положения уравновешивающего груза Q1 определяется в точке d, которая получается при пересечении на другой стороне окружности линии, проходящей через OS.
14. Прикрепив найденный груз Q1 на места в точке d, переходят к балансировке второго конца вала, определяя необходимую массу груза Q2.
15. Освобождают оба конца вала и вращают с целью проверки. Если наблюдается незначительная вибрация, то с противоположных сторон, на которых закреплены грузы Q1 и Q2 для улучшения балансировки, закрепляют дополнительные грузы q1 и q2 (под углом 180 к Q1 и Q2). Массу грузов определяют опытным путем. Их либо привинчивают, либо наклепывают, либо приворачивают. Вместо увеличения массы легких участков вала можно уменьшить массу тяжелых участков сверлением, обрубкой, шлифовкой, анодно-механической обработкой и др.
Способ обхода пробным грузом. Данный способ более надежен, чем способ максимальных отметок, но он требует значительно большего времени для балансировки. В этом случае каждый конец вала также балансируют (рис. 6.9) отдельно.
1. Окружность вала делят на 8 - 12 частей. Точки помечают порядковыми номерами (рис. 55).
2. После этого измеряют амплитуды колебаний на резонансных оборотах без уравновешивающего груза.
3. Затем на каждую точку прикрепляют груз q одной и той же известной массы и измеряют амплитуды колебаний с грузом q.
4. Определяют точку, в которой амплитуда будет наибольшей. Следовательно, в этом направлении будут действовать силы инерции.
5. Противоположно направлению сил инерции устанавливают на вал уравновешивающий груз Q1, массу которого определяют пробным путем.
6. При явно выраженной неуравновешенности, когда силы инерции превышают силы упругости пружин подвески конца вала, дополнительный груз можно не применять, ориентируясь на амплитуды колебаний при вращении вала.
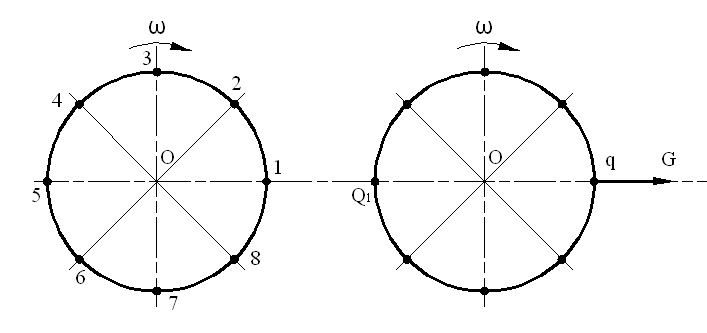
Рис. 55. Схема балансировки обхода грузом
Допустимая амплитуда остаточных вибраций в результате динамической балансировки представлена в табл. 17.
Таблица 17
Контроль динамической балансировки по амплитуде колебаний вала
|
Частота вращения n, мин-1 |
Допустимая амплитуда А, мм | ||
|
Отлично |
Хорошо |
Удовлетворительно | |
|
До 1000 |
0,04 |
0,07 |
0,1 |
|
1000 – 1500 |
0,03 |
0,06 |
0,07 |
|
1500 – 3000 |
0,01 |
0,03 |
0,05 |
Следует отметить, что основным недостатком статической балансировки является необходимость получения низкого коэффициента трения при больших нагрузках от веса рабочих колес. Повышение точности и эффективности балансировки насосов, дымососов и вентиляторов в горной промышленности можно достичь методами динамической балансировки роторов на станках и в собственных подшипниках.
Работа вращающихся механизмов. Надежная и исправная работа вращающихся механизмов зависит от большого числа факторов: таких как соосность валов агрегата; состояние подшипников, их смазка, посадка на валу и в корпусе; износ корпусов и уплотнений; зазоры в проточной части; выработка сальниковых втулок; радиальный бой и прогиб вала; дисбаланс рабочего колеса и ротора; подвеска трубопроводов; исправность обратных клапанов; состояние рам, фундаментов, анкерных болтов и многое другое. Очень часто упущенный небольшой дефект, как снежный ком тянет за собой другие, а в результате выход оборудования из строя. Только учитывая все факторы, точно своевременно диагностируя их, и соблюдая требования ТУ на ремонт вращающихся механизмов, можно добиться безотказной работы агрегатов, обеспечить заданные рабочие параметры, увеличить межремонтный ресурс, снизить уровень вибрации и шума.
В настоящее время идет непрерывная работа по снижению материальных затрат на ремонт, усовершенствованию технологий ремонта, модернизации конструкций оборудования, требованиям к отремонтированному оборудованию и рационализаторским предложениям по повышению качества и снижению трудоемкости ремонта.