

6.3. Организация поточного производства
Из всех методов организации производства наиболее совершенным по своей четкости и законченности является поточный, при котором предмет труда в процессе обработки следует по установленному кратчайшему маршруту с заранее фиксированным темпом.
Важнейшим условием поточной организации производства является устойчивая концентрация в одном производственном звене значительных масштабов выпуска однородной или конструктивно-технологически сходной продукции.
В массовом производстве, характеризующемся устойчивым выпуском однородной продукции, поток является основным методом его организации. Применяется он и при крупно- и среднесерийном выпуске продукции, особенно на участках, где выпускаются узлы и детали широкого применения, в единичном производстве используются элементы поточного производства для изготовления унифицированных деталей и узлов.
Признаки поточной организации производства:
1) разделение производственного процесса на отдельные операции и длительное их закрепление за определенным рабочим местом;
2) специализация каждого рабочего места на выполнении определенной операции;
3) согласованное и ритмичное выполнение всех операций на основе единого расчетного такта (ритма) поточной линии;
4) размещение рабочих мест в строгом соответствии с последовательностью технологического процесса;
5) передача обрабатываемых деталей с операции на операцию с минимальным перерывом и при помощи специальных транспортных устройств;
6) кратчайший путь перемещения предметов труда;
7) взимозаменяемость деталей на потоке. Взаимозаменяемость означает возможность замены одинаковых деталей, изготовленных в разное время и в различных точках пространства.
В проточном производстве наиболее полно выражены основные принципы высокоэффективной организации производственного процесса и, в первую очередь, принципы прямоточности, непрерывности и ритмичности.
Основным звеном поточного производства является поточная линия.
Поточная линия – это совокупность специализированных рабочих мест, расположенных согласно технологическому процессу и выполняющих определенную его часть.
В зависимости от уровня специализации производства, объема и характера выпуска продукции, применяемой техники и технологии, поточные линии классифицируются по ряду признаков.
По номенклатуре обрабатываемых изделий:
– постоянно-поточные однопредметные линии, за которыми закрепляется на длительное время обра6отка или сборка одного наименования продукции, что возможно в условиях массового производства;
– постоянно-поточные многопредметные линии, на которых ведется обработка нескольких наименований изделий, сходных в конструктивном и технологическом отношении без переналадки оборудования;
По методу обработки закрепленных предметов труда:
– переменно-поточные линии, создаваемые для поочередной обработки нескольких наименований деталей (изделий), имеющих сходные технологические маршруты; при переходе от изготовления одной детали к изготовлению другой проводится переналадка оборудования поточной линии; сроки запуска в производство изготовляемой продукции регулируются стандартными графиками; применяется в серийном производстве;
– групповые поточные линии, на которых обрабатывается или собирается по типовым технологическим процессам на одном и том же оборудовании значительная номенклатура продукции, близкой по формам предметов труда, имеющей общий технологический маршрут, с использованием групповой оснастки, но без переналадки оборудования.
Для организации работы групповых поточных линий сначала проводят подготовительную работу по классификации деталей, подлежащих изготовлению. На основе специальной классификации подбирается группа деталей, имеющих конструктивную и технологическую общность. В каждой классификационной группе выбирается или создается условная деталь (деталь-представитель), которая включает особенности деталей, включенных в данную группу. Для детали-представителя разрабатывается единый групповой технологический процесс, определяется набор инструмента и специальных приспособлений, обеспечивающих обработку всех деталей группы. Если обработка определенной детали не предусматривает выполнение какой-либо операции, она пропускает соответствующее рабочее место.
Такой подход к организации используется не только в производстве, но и в сфере обслуживания, а также в ведении домашнего хозяйства. Сущность подхода можно пояснить на простом примере. К Вам приехала семья родственников из другого города на несколько дней. После их отъезда необходимо привести к порядок квартиру, в том числе постирать постельное белье, полотенца и т.д. Предположим, вес сухого белья составил 8 килограммов. Перед стиркой в автоматической стиральной машине необходимо белье рассортировать по цвету (светлое и темное), по составу тканей, чтобы подобрать подходящий режим стирки. Результатом этого процесса является формирование серий изделий, подлежащих обработке, причем серии образованы по технологическому сходству. Предположим далее, что белого хлопчатобумажного постельного белья получилось 6 кг, а загрузка стиральной машины не должна превышать 4 кг. В этом случае необходимо полученную серию белья разделить на партии, приблизительно по 3 кг, чтобы обеспечить нормальную загрузку стиральной машины. Если бы вес серии белья составлял 3,5 кг, то серия и партия предметов труда совпали по размерам.
По степени непрерывности производства:
– непрерывные поточные линии, на которых продолжительность каждой операции равна или кратная такту. При этом предметы труда с одной операции на другую перемещаются поштучно и без пролеживания, применяется параллельный вид движения предметов труда. Такие линии обеспечивают строгую ритмичность и наиболее короткую длительность производственного цикла, широко применяются при сборке часов, тракторов, приборов, автомобилей;
– прерывные (прямоточные) линии. Они не имеют четкой синхронизации всех операций: на отдельных, более трудоёмких операциях образуется оборотный задел для обработки которого привлекаются дополнительные рабочие места; работа ведется партиями по стандартному графику. Применяются прямоточные линии при обработке трудоемких деталей на разнотипном оборудовании в механических цехах и при серийном типе производства.
По способу поддержания такта:
– линии с регламентированным тактом, на которых изделия (детали) передаются с одной операции на другую через точно фиксированное время, что характерно для непрерывно-поточных линий;
– линии со свободным ритмом, на которых детали на последующую операцию передаются по мере готовности, возможны отклонения от расчетного такта.
По охвату производства:
– поточные, участковые, цеховые, межцеховые, сквозные.
Для поточных линий характерно применение специальных транспортных устройств, которые выполняют функцию не только перемещения предметов труда с одного рабочего места на другое, но часто и поддержания такта работы поточной линии. Выбор вида транспортных устройств зависит от вида поточной линии, особенностей конструкции предмета труда и технологического процесса.
Применяемые транспортные устройства в поточном производстве делятся на бесприводные (скаты, рольганги, склизы, желоба и др.) и приводные. Приводные устройства, делятся на подъёмно-транспортные механизмы (мостовые краны, кран-балки, электрокары, автопогрузчики и др.) и конвейеры. Бесприводные и подъемно-транспортные механизмы применяются на прямоточных линиях.
Конвейеры – это приводные транспортные устройства, которые не только перемещают предметы труда с одной операции на другую, но регулируют такт потока.
По конструктивным признакам различают ленточные и цепные (пластинчатые, скребковые, ковшовые, подвесные и др.) конвейеры.
В зависимости от характера движения конвейеры бывают с непрерывным и прерывным (пульсирующим) движением. На непрерывном конвейере все операции выполняются одновременно с перемещением предметов труда. На пульсирующем конвейере операции выполняются в период его неподвижности.
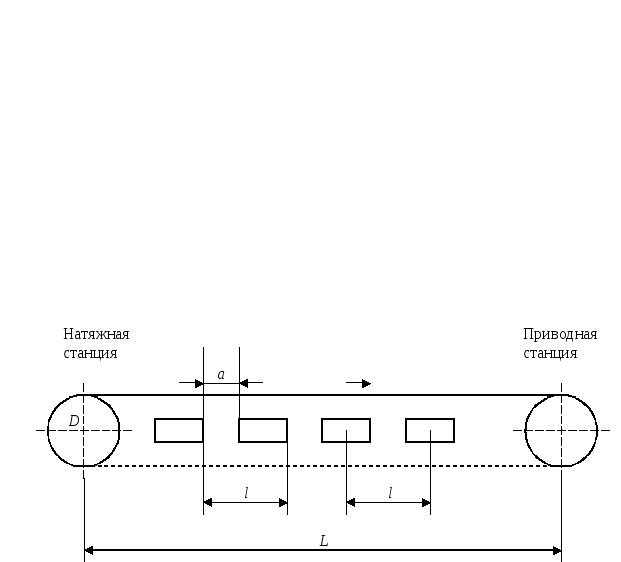
Рис. 7. Схема поточной линии (конвейера)
l – шаг конвейера; a – расстояние между двумя смежными рабочими местами; L – длина конвейера; D – диаметр приводного и натяжного барабана
Конвейеры обеспечивают параллельное выполнение операций, снижают длительность производственного цикла, повышают производительность труда.
При наличии на поточной линии параллельных рабочих мест, выполняющих одинаковые операции, применяются распределительные конвейеры с адресованием предметов труда по рабочим местам. Для этого каретки, тележки, где находятся предметы труда, нумеруются. За каждым рабочим местом закрепляется определенная последовательность их номеров для обработки предметов труда.
Организация поточного производства предусматривает проведение ряда организационно-технических мероприятий и расчета показателей работы линии.
Организационно-технические мероприятия
Высокие требования предъявляются к выбору и размещению оборудования, качеству и точности оснастки, качеству материалов, отработанности конструкции и прогрессивности технологических процессов, обслуживанию основного производства, планированию и учёту.
Конструкция изделий должна быть отработана, стабильна, с широким применением стандартных и унифицированных деталей и узлов. Большое значение имеет технологичность конструкции, обеспечивающая минимальную трудоемкость, себестоимость ее изготовления, минимальную материалоемкость.
Разрабатываемая технология должна обеспечивать применение высокопроизводительного специального оборудования и прогрессивных методов обработки, взаимозаменяемость деталей и узлов, специализацию рабочих мест. Важным вопросом технологической подготовки является синхронизация операций. Синхронизация операций – это обеспечение равенства или кратности продолжительности операций такту поточной линии.
Различают предварительную синхронизацию операций, проводимую в период проектирования поточной линии, и окончательную, которая осуществляется в период отладки и освоения поточной линии. Синхронизация операций достигается путем внедрения более прогрессивной технологии; подбора специального оборудования или оснастки, сокращающих длительность операций; укрупнения мелких и разделения продолжительных операции; введения параллельных рабочих мест; изменения режимов работы оборудования.
Планировка поточной линии может 6ыть с прямолинейным, двухрядным, зигзагообразным, кольцевым расположением рабочих мест.
Расчет показателей работы поточной линии
Исходным показателем является такт (r) поточной линии – это интервал времени, через который периодически производится выпуск определенной продукции. Такт рассчитывают по формуле:
r = Fпол / N (15), где
Fпол – полезный фонд времени работы поточной линии за расчетный период (смена, сутки, месяц, год) с учетом регламентированных перерывов, мин;
N – объем выпуска продукции за этот период, шт.
Обратная такту величина называется ритмом (темпом) поточной линии. Ритм поточной линии – это количество продукции, которая сходит с поточной линии за 1 ч ее работы, то есть часовая производительность поточной линии. Ритм (R) рассчитывают по формуле:
R = 1/ r (16)
Число рабочих мест на i-й операции (сi) определяется отношением длительности операции (t i) к такту (r):
сi = ti / r (17)
Принятое количество рабочих мест на операции определяется путем округления расчетного количества. Перегрузка или недогрузка рабочих мест на однопредметной непрерывной поточной линии допускается в пределах
6 %.
Коэффициент загрузки рабочего места (Кзi)_ на i-й операции определяется по формуле:
Кзi = сi /спр.i (18), где
спр.i – принятое количество рабочих мест на i-й операции.
Общее число рабочих мест на поточной линии равно сумме рабочих мест на каждой операции.
Сл = Σ сi (19)
Важным показателем работы поточной линии является скорость движения конвейера (V).
V = l / r (20), где
l – шаг конвейера.
Шаг поточной линии – это расстояние между центрами двух смежных рабочих мест.
Величина шага задается конструкторами на стадии проектирования поточной линии и зависит от габарита обрабатываемой (собираемой) продукции.
Количество изделий, одновременно находящихся на конвейере необходимо знать для определения общей длины конвейера.
Количество изделий, одновременно находящихся на конвейере (А):
А = Тизд / r (21), где
Тизд – цикл изготовления изделия.
Изделия на конвейере располагаются друг от друга на расстоянии, равном шагу конвейера. Таким образом, длина рабочей зоны конвейера (Lр) определяется по формуле:
Lр = А · l (22)
Исходя из этого, можно рассчитать длину замкнутой ленты конвейера по формуле:
Lпол = 2 Lр + πD (23), где
D – диаметр приводного и натяжного барабанов.
Такая формула расчета следует из рис. 9.
Для распределительного конвейера необходимо учесть еще несколько моментов:
Необходимо соблюдение условия:
Lпол = 2 Lр + πD ≤ l· П·К (24), где
П – период (комплект номеров) распределительного конвейера;
К – число повторений периода на полной длине конвейера (обязательно целое число).
2. Период распределительного конвейера определяется, исходя из выражения:
П = НОК [С1, С2, С3, …..Cn] (25)
НОК – наименьшее общее кратное
Для однопредметных прерывно-поточных линий рассчитывают следующие параметры: межоперационный оборотный задел, среднюю величину межоперационного оборотного задела между каждой парой смежных операций и в целом по линии и длительность технологического цикла.
Межоперационный оборотный задел рассчитывается по формуле:
Zоб = Tj · Ci/ti - Tj · Ci +1 /ti+1 (26), где
Tj – продолжительность j-го частного периода между смежными операциями при неизменном числе работающих единиц оборудования, мин.;
Ci, Ci +1 – число единиц оборудования, работающих в течение частного периода Tj соответственно на i –й и (i + 1)-й операциях;
ti, ti+1 – нормы штучного времени i – й и (i +1) – й операциях технологического процесса, мин.;
Средняя величина межоперационного оборотного задела между
каждой парой смежных операций определяется по формуле:
Ziср.об = Si : Tоб (27), где
Si – площадь эпюры оборотного задела между i – й и (i +1) – й операциями;
Tоб – период оборота линии, мин.;
Средняя величина межоперационного оборотного задела в целом по
линии определяется по формуле:
Zср.об
=
![]() Si
: Tоб (28)
Si
: Tоб (28)
Длительность технологического цикла определяется по формуле:
Tц = Zср.об · r (29)
Эффективность работы поточных линий в значительной степени зависит от уровня организации работы. Тесная взаимозависимость рабочих мест на поточной линии требует высокой технологической и трудовой дисциплины, четкой организации обслуживания и обеспечения рабочих мест. На поточных линиях на основе применения специальных датчиков широко применяется автоматизированная система учета готовой продукции, что дает возможность осуществлять оперативное регулирование производства.
Применение высокопроизводительного специального оборудования, инструмента и оснастки, специализация рабочих мест, использование прогрессивной технологии и оптимальных режимов работы оборудования снижают трудоёмкость выпускаемой продукции.
Рациональная система обслуживания рабочих мест отсутствие или сведение к минимуму простоев из-за переналадки оборудования, четкий режим работы поточных линий обеспечивают наиболее полное использование рабочего времени, рост производительности труда. При поточной организации производства сокращаются все элементы длительности производственного цикла, в частности технологического – за счёт роста производительности, транспортного — за счет расположения рабочих мест по ходу технологии, отсутствия межоперационного пролеживания полуфабрикатов, применения параллельного сочетания операций, совмещения технологических, транспортных и контрольных операции, применения высокопроизводительных транспортных устройств. Уменьшение длительности производственного цикла приводит и к сокращению заделов, величины оборотных средств и ускорению их оборачиваемости.
Тщательная разработка технологического процесса и его устойчивость обеспечивают приобретение рабочими производственных навыков, что создает условия для выпуска продукции запланированного качества и сокращения брака.
Рациональные планировка и использование оборудования приводят к увеличению выпуска продукции и улучшают фондоотдачу.
Все эти факторы в конечном итоге приносят к снижению себестоимости выпускаемой продукции, росту прибыли и рентабельности производства, быстрой окупаемости затрат, связанных с организацией поточного производства.
В тоже время узкая специализация рабочих мест, их длительное закрепление за определенным рабочим, жесткая регламентация трудовой деятельности приводят к однообразию труда, снижают содержательность работы.
Увеличение содержательности труда рабочих обеспечивается путем укрупнения операций, отказа от жесткого закрепления рабочего за одной операцией, перевода рабочих на смежные операции, кроме основных, контрольных и наладочных. Путем создания межоперационных заделов рабочие могут самостоятельно выбирать ритм своей работы. На ряде предприятий отказались от разделения процесса производства на простейшие операции. На сборке автомашин за группой рабочих закрепляется целый ряд операций. Все это улучшает условия труда рабочих, усиливает его привлекательность.