

Тема 5. Организация производственного процесса во времени
5.1. Производственный цикл и его структура
Одним из важнейших требований, предъявляемых к рациональной организации производственного процесса, является обеспечение наименьшей длительности производственного цикла изготовления продукции.
Производственный цикл – это календарный период времени с момента запуска сырья и материалов в производство до полного изготовления продукции.
Длительность производственного цикла используется при разработке производственных программ, определении величины незавершенного производства, разработке графиков материального обеспечения производства и оперативной подготовке производства. Сокращение производственного цикла способствует увеличению выпуска продукции за определенный период времени, улучшению использования производственных мощностей, ускорению оборачиваемости оборотных средств и т.д.
Чтобы определить пути сокращения производственного цикла, необходимо знать его структуру (рис. 6).
Производственный цикл состоит из рабочего периода, времени естественных процессов и времени перерывов. В свою очередь рабочий период делят на время технологических операций и время нетехнологических операций. Время технологических операций включает подготовительно-заключительное время и штучное время.
Подготовительно-заключительное – это время, которое затрачивается на подготовку к выполнению данной работы и действия, связанные с ее окончанием: получение инструмента, приспособлений, технологической и планово-учетной документации, ознакомление с работой, чертежом, инструктаж о порядке выполнения работы.
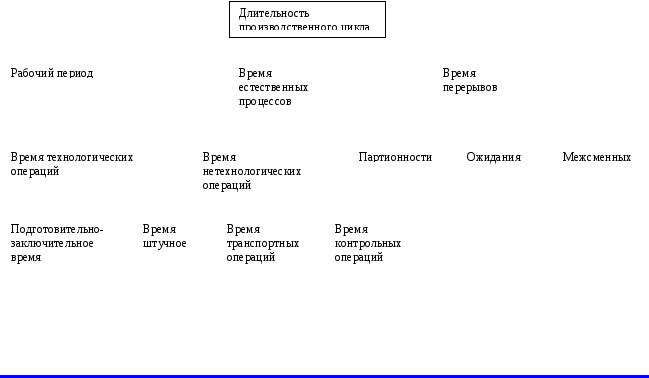
Рис. 6. Структура производственного цикла
Штучное время – это время, которое затрачивается на целенаправленное изменение предмета труда (его формы, размера, свойств, состояния, положения).
Время транспортных операций – это время, необходимое для перемещения предметов труда в процессе производства.
Время контрольных операций – это время, затрачиваемое на проведение контроля количества обработанных предметов труда и качества обработки.
Время естественных процессов – это время, необходимое для остывания, высушивания предмета труда после обработки. Иными словами – это время, затрачиваемое на пассивные процессы.
Межсменные перерывы обусловлены режимом работы предприятия и зависят от числа рабочих смен, длительности перерывов между ними, количеством выходных и нерабочих дней.
Перерывы ожидания обусловлены занятостью рабочего места, вследствие чего детали пролеживают в ожидании его освобождения от выполнения других работ.
Перерывы партионности возникают при обработке и передаче деталей с одной операции на другую партиями. В этом случае детали пролеживают в ожидании обработки всей партии перед транспортировкой их на следующую операцию.
Кроме указанных перерывов различают еще два вида, однако их не включают в расчет производственного цикла. В том числе перерывы, вызываемые неудовлетворительной организацией производства на данном предприятии и перерывы, обусловленные случайными событиями.
Причинами неудовлетворительной организацией производства являются плохая организация рабочих мест, несвоевременная подготовка материалов, инструментов, плохое качество технической документации или задержка ее подготовки, некачественный ремонт оборудования.
Примерами случайных событий являются срыв или задержка поставщиком поставок сырья и материалов, отключение электроэнергии, аварии оборудования, стихийные события.
Расчет длительности производственного цикла ведут по формуле:
Тпр = t пз + tш + tтр + tк + tест + tмеж + tож + tпар , где
Тпр – длительность производственного цикла;
t пз – суммарное подготовительно-заключительное время;
tш – суммарное штучное время;
tтр – суммарное время транспортных операций;
tк – суммарное время контрольных операций;
tест – суммарное время естественных процессов;
tмеж – суммарное время межсменных перерывов;
tож – суммарное время перерывов ожидания;
tпар – суммарное время перерывов партионности.
В расчет берут только те составляющие производственного цикла, которые не перекрываются другими его элементами.
Величина подготовительно-заключительного времени определяется по нормативным картам, время естественных процессов – на основе требований технологии, другие составляющие производственного цикла определяют расчетным путем.
При изготовлении сложной продукции в состав производственного цикла включается также время сборки изделия, его регулировки, испытания, приемки. Для определения общего производственного цикла изготовления продукции и взаимной увязки во времени отдельных его элементов разрабатывается цикловой график.
Цикловой график – это схема, на которой изображают технологический процесс изготовления продукции и увязывают во времени отдельные его элементы.
Цикловой график дает возможность определить срок запуска деталей в производство. При этом запускаются детали не все одновременно, а исходя из сроков подачи их на сборку и длительности производственного цикла.
Длительность производственного цикла зависит от различных факторов, важнейшими из которых являются:
– трудоемкость объекта;
– размер партии запускаемых в производство предметов труда;
– выбор вида движения предметов труда в процессе производства;
– продолжительность перерывов.
Партия – это количество деталей, которые непрерывно обрабатываются на каждой операции производственного процесса с однократной затратой подготовительно-заключительного времени.
Работа партиями организуется в серийном и крупносерийном производстве. Ее величина влияет на многие стороны производственной деятельности предприятия. Чем больше партия, тем реже осуществляется переналадка оборудования, выше эффективность его использования, выше производительность труда и ниже себестоимость продукции. Однако большие партии увеличивают незавершенное производство, сокращают оборачиваемость оборотных средств, удлиняют цикл производства.
В зависимости от конкретных условий производства в основу определения размера партии берутся разные признаки: трудоемкость, уровень использования оборудования, производительность труда и т.д. Для этого все обрабатываемые детали классифицируют по размерам, трудоемкости, периодичности запуска, месячной потребности в них. Это облегчает планирование, создает предпосылки для организации равномерной работы.
По сложным и крупногабаритным деталям величина партии устанавливается с учетом наличия площадей для хранения. Размер партии по простым деталям устанавливается с учетом их месячной или квартальной потребности.
Один из методов расчета размера партии проводится по соотношению подготовительно-заключительного и штучного времени по наиболее трудоемкой операции.
Расчет величины партии производится по формуле:
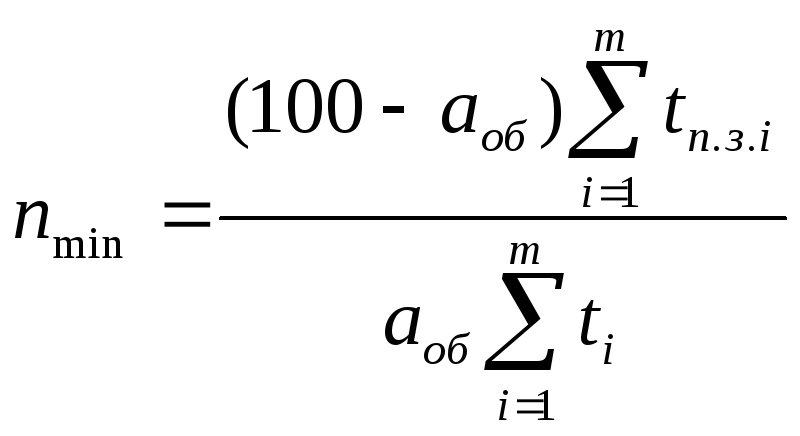 (9),
где
(9),
где
ti – норма штучного времени i-й операции, мин.;
tпзi – подготовительно-заключительное время на i-й операции, мин.;
аоб–коэффициент допустимых потерь рабочего времени на ремонт рабочих мест,%;
m – количество технологических операций.
В зависимости от сложности оборудования значение коэффициента допустимых потерь времени на переналадку оборудования берется в пределах 0,03 – 0,1. Полученная величина партии корректируется с учетом сменной производительности оборудования, стойкости оснастки, оперативных графиков производства, емкости тары и т.д.
Если участок, цех работает непосредственно на потребителя, то величина партии деталей должна быть равной или кратной дневной (недельной) потребности потребителей и обеспечивать их равномерную работу.