

Аналогично изготовляют и вторую полуформу. Готовые оболочковые полуформы склеивают быстротвердеющим клеем на специальных прессах, предварительно установив в них литейные стержни, или скрепляют скобами; сборка литейных форм 6 под заливку в контейнере 7 с опорным наполнителем 8 (в качестве наполнителя используют кварцевый песок или металлическую дробь с целью предохранения оболочки от преждевременного разрушения,
рис. 2.28, д).
Досто нства метода: высокая производительность, снижаются припуски на механ ческую обработку; низкие расходы на
формовочные матер алы. |
|
|
С |
|
|
Недостаток метода: пульвербакелит – дорогостоящий |
||
связующ й матер ал. |
|
|
Область пр |
– отливки из чугуна, стали, цветных |
|
металлов |
сплавов в массовом производстве (детали автомобилей, |
|
менения |
||
тракторов |
сельскохозяйственных машин) с толщиной стенки |
|
3 – 15 мм массой 0,25 – 100 кг. |
||
|
бА |
|
|
2.12. Литье по газифицируемым моделям |
|
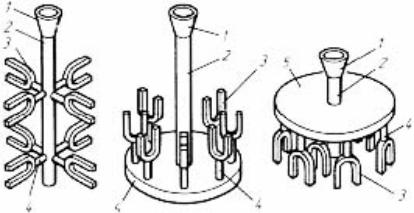
Технология в какой-то степени похожа на технологию получения отливок по выплавляемым моделям [9, 10, 11]. Отличается тем, что модели изготавливаютсяДиз подвспененного полистирола в пресс-формах, выпекаются и высушиваются. Затем, если необходимо, собираются в блоки на стояке (рис. 2.29) и покрываются
огнеупорной краской. И
Рис. 2.29. Компоновка «ёлочек» из пенопластовых моделей
49
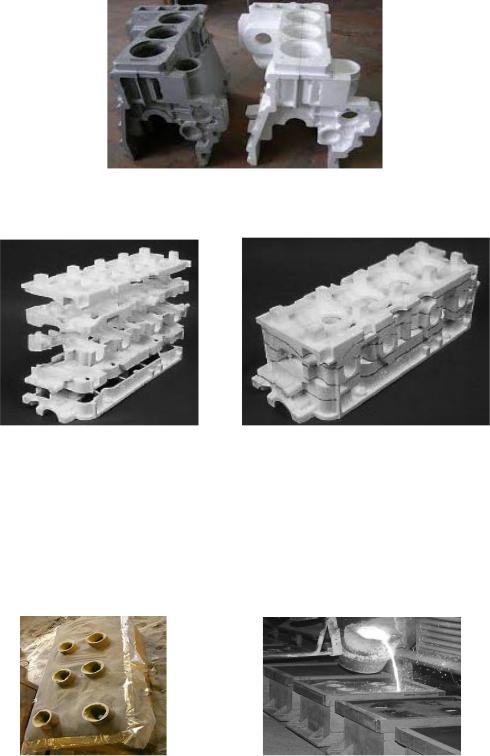
Пенопластовые модели отливок сложной формы (с полостями, каналами, тонкими перегородками и др. элементами, рис. 2.30, б)
изготавливаются |
составными с одной плоскостью |
разъема |
||
(рис. 2.30, а) или несколькими (рис. 2.31, а, б). К ним приклеиваются |
||||
элементы литников и стояки. |
|
|
||
С |
|
|
|
|
Отливка |
б |
|
||
бА |
|
|||
Р с. 2.30. |
|
(а) и пенопластовая модель (б) |
|
|
|
а |
|
б |
|
Рис. 2.31. Модель отливки «слоеный пирог»: а – слои; б – модель в сборе |
||||
|
|
|
И |
|
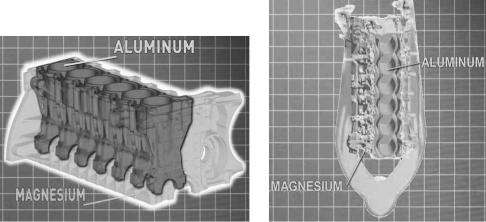
Перед заливкой металла модель засыпается сухим (!!!) песком. |
||||
Опока закрывается пленкой, иДиз формы откачивается воздух |
||||
(рис. 2.32, а). |
Затем |
производится заливка металла |
через |
|
пенопластовые стояки (рис. 2.32, б).
а |
б |
Рис. 2.32. |
Вакуумирование песчаной засыпки (а); заливка (б) |
50
2.13. Литье по ледяным моделям
Перспективным является изготовление песчаных оболочковых форм [9, 10, 28] (рис. 2.33, б) по ледяным моделям (рис. 2.33, а)
путем получения твердеющих связующих композиций. |
|
С |
|
и |
|
бА |
б |
а |
|
Рис. 2.33. Ледяные литейные модели и форма для их получения (а); |
|
о олочковая форма (б) |
|
Используются три варианта типа «связующее + отвердитель»: |
|
Д |
|
- ледяная модель служит носителем связующего, а сухая |
|
облицовочная песчаная смесь содержит отвердитель; |
|
- ледяная модель служит носителем |
отвердителя, а |
облицовочный слой песка – связующего; - модель замораживается в специальнойИоснастке (см. рис. 2.33,
а) из чистой воды (наиболее экологически благоприятный вариант), которая является катализатором в реакции отверждения формовочной смеси с добавками реагентов отвердителя и связующего (в виде порошка).
При изготовлении оболочковой формы путем засыпки песка в контейнер с ледяной моделью и виброуплотнения, таяния модели и пропитки песка получают песчаную корку толщиной 3 – 8 мм. При этом в состав оболочки достаточно вводить 0,3 – 0,4% связующего от массы песка в контейнере, что примерно на порядок меньше, чем в традиционных формах из песчаных смесей со связующим.
51
Разработка составов замораживаемых в составе |
модели |
|||||||
водных композиций, в которых один компонент связующего |
||||||||
находится в модели, а другой в окружающей ее песчаной смеси, |
||||||||
показала достаточно хорошую технологичность получения |
||||||||
оболочковых форм путем пропитки водным составом от тающей |
||||||||
С |
примеров использовали ледяные модели |
|||||||
модели. В одном из таких |
||||||||
из водного раствора жидкого стекла плотностью 1,08 г/см3 при |
||||||||
содержан |
в |
песчаной |
смеси |
быстротвердеющего цемента |
или |
|||
гипса. Продолж тельность твердения оболочки от начала таяния |
||||||||
модели массой 0,2 – 0,9 кг составляла порядка 6 – 10 мин и более (в |
||||||||
зависимости от т па цемента/гипса), после полного расплавления |
||||||||
модели остаток (не пропитавший окружающий песок) модельной |
||||||||
композ ц |
выл вали из затвердевшей оболочки, а оболочковую |
|||||||
форму направляли на подсушку или заливку металлом с небольшим |
||||||||
вакуум рован ем. |
|
|
|
|
|
|
||
отехнологияЭта кр литья по разовым ледяным моделям |
||||||||
деталей |
з |
металлов |
для |
машиностроения |
исключает |
или |
||
минимизирует использование полимеров или связующего для песка |
||||||||
литейной формы, заменяет органические (пенопластовые или |
||||||||
парафино-стеариновые выплавляемые) модели на ледяные, а такой |
||||||||
процесс |
производства |
отливок |
полностью |
соответствует |
||||
экологически |
чистым безотходным технологиям по принципу |
|||||||
|
бА |
|
|
|
||||
"просто добавь воды".
2.14. Особенности изготовления отливок из различных сплавов
Для стальных отливок |
|
И |
||
формовочную смесь приготовляют из |
||||
высокоогнеупорных материаловДс низкой влажностью. Поверхности |
||||
литейных форм и стержней покрывают огнеупорными красками. Для |
||||
уменьшения напряжений в отливках при охлаждении увеличивают |
||||
податливость форм и стержней. Литниковая система должна |
||||
обеспечивать |
плавное |
заполнение |
формы, |
отделение |
неметаллических включений и не должна препятствовать усадке. Для предупреждения усадочных раковин устанавливают прибыли, в которых металл затвердевает в последнюю очередь, что позволяет получать отливки без усадочных раковин.
При изготовлении чугунных отливок для уменьшения пригара в формовочные смеси добавляют каменноугольную пыль.
52
Расплавленный чугун подводят в тонкие сечения отливок. При изготовлении отливок из высокопрочного и ковкого чугунов для предупреждения усадочных раковин устанавливают прибыли или питающие бобышки. Для предупреждения трещин в отливках используют формовочную смесь повышенной податливости.
СДля отливок из цветных сплавов формовочные и стержневые смеси приготовляют из мелкозернистых кварцевых песков. Формовочная смесь должна обладать повышенной податливостью для предупрежден я в отливках трещин.
свойства (пон женную жидкотекучесть, повышенную усадку,
стостиПри зготовлен отливок из магниевых сплавов (МЛ1 – МЛ19) следует меть в в ду, что последние имеют низкие литейные
хорошо растворяют водород, что затрудняет получение отливок без |
||
|
бА |
|
газовой пор |
. Эти сплавы склонны к самовозгоранию при |
|
плавке |
зал вке форм. Расплавленный металл в форму подводят |
|
через |
л тн ковую |
с стему с увеличенным поперечным сечением |
питателей, что о еспечивает плавное заполнение полости формы. Для предупреждения усадочных раковин устанавливают прибыли и холодильники. Во из ежание загорания плавку ведут под слоем
универсальных флюсов из хлористых и фтористых солей щелочных |
||
и щелочно-земельных металлов или в среде защитных газов. |
||
Поскольку плотность сплавов значительно меньше плотности других |
||
|
Д |
|
металлических материалов, то их применяют в авто- |
||
двигателестроении, в том числе и для уменьшения массы двигателей |
||
(рис. 2.34). |
|
И |
|
|
|
|
а |
б |
Рис. 2.34. Алюминиево - магниевый блок |
двигателя BMW: а – отливка; |
|
б – заливка алюминиевой сердцевины магниевым сплавом
53