

2.5. Определение размеров припусков на механическую обработку [7]
Наибольшая величина припуска по данным конкретного допуска назначается только на верхнюю поверхность (вершину)
Сотливки, т.к. в ней могут скапливаться литейные дефекты – газовые пузыри, шлак, отпавшие частички формы, усадочные погрешности поверхности.
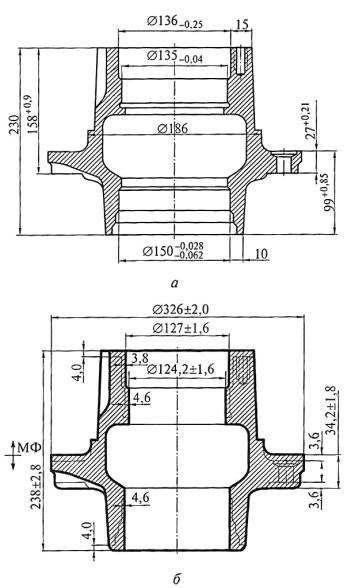
Полученная величина допуска ∆ проставляется на соответствующие размер отливки (заготовки) /2 (рис. 2.14).
бА Д И
Рис. 2.14. Чертеж детали (а) и чертеж отливки (б). Тонкими линиями на чертеже отливки нанесены контуры детали
34

В углах стенок отливки предусматриваются скругления [8].
|
Слишком малые |
литейные |
радиусы приводит к |
подрыву формы |
|||
|
(стержня), отбелу кромок и появлению холодных трещин в чугунных |
||||||
|
отливках. Величина литейного радиуса выбирается в зависимости от |
||||||
|
толщины стенки отливки. Толщина стенки h определяется из |
||||||
С |
|
|
|
|
|
|
|
|
чертежа детали как наименьшая из сторон, формирующих угол |
||||||
|
отливки (рис. 2.15). Если |
h2 меньше h1, то |
для определения |
||||
|
литейного рад уса R по табл. 2.2 следует принять h = h2. |
||||||
|
и |
|
|
|
|
|
|
|
бА |
|
|
|
|||
|
Рис. 2.15. Литейный радиус R на необрабатываемых поверхностях (а), |
||||||
|
на обрабатываемых поверхностях (б, в), на модельной оснастке (г, д), |
||||||
|
на углах, образуемых стержнем и плоскостью разъема (е): |
||||||
|
1 – элемент литниковой системы; 2 – модельная плита |
||||||
|
|
|
|
|
|
Т а б л и ц а 2.2 |
|
|
Данные к определению литейного радиуса R |
||||||
|
|
|
|
|
|
|
|
|
Толщина стенки |
|
Литейный радиус R, мм |
||||
|
для классов склонности отливок к дефектам |
|
|||||
|
|
|
|||||
|
h, мм |
|
Д |
|
|||
|
1 |
|
|
|
3 |
||
|
|
|
2 |
|
|
||
|
До 5 |
1 |
|
2 |
|
3 |
|
|
Свыше 5 до 10 |
2 |
|
3 |
|
4 |
|
|
Свыше 10 до 30 |
2 |
|
3 |
|
4 |
|
|
Свыше 30 до 40 |
3 |
|
4 |
|
5 |
|
|
Свыше 40 до 50 |
3 |
|
4И5 |
|
||
|
Свыше 50 до 60 |
4 |
|
5 |
6 |
|
|
|
Свыше 60 |
5 |
|
6 |
7 |
|
|
В реальных отливках на литейный радиус кроме толщины стенки влияют склонность к подрыву и трещинам песчаноглинистых форм и стержней при их выемке и склонность к
35
образованию отбела и холодных трещин в чугунных отливках. Эти факторы оцениваются тремя классами, названными «классами дефектности»: 1, 2 и 3-й классы дефектности отливок характеризуют соответственно низкую, среднюю и высокую склонность отливок к таким дефектам (табл. 2.2).
Понятие «литейный радиус» применимо не только к отливке, но и к элементам литниковой системы, поскольку его отсутствие (R = 0)
привод т к |
подрыву |
формы |
в |
элементах |
литниковой |
системы |
||
(рис. 2.15, г). На р с. 2.15, д изображен шлакоуловитель 1 с |
||||||||
литейным рад усом и модельная плита 2. Иногда для |
||||||||
предотвращен я подрыва используют врезку шлакоуловителей, с тем |
||||||||
С |
|
|
|
|
|
|
||
чтобы обеспеч ть л тейный радиус, который должен составлять 2 – |
||||||||
3 мм. Требован я по литейному радиусу указываются на чертеже |
||||||||
надп сью т па: «Неуказанные литейные радиусы R 3 мм». |
||||||||
Л тейный рад |
ус (R = 0) отсутствует в плоскости разъема и на |
|||||||
отливки |
|
|
|
|
||||
пересечен |
|
формы |
|
стержня (рис. 2.15, е), так как в этих местах, |
||||
как прав ло, образуются заливы, которые впоследствии зачищаются. |
||||||||
Для |
|
|
|
извлечения модели из формы, стержня из |
||||
стержневого ящика |
отливки из металлической формы на моделях, в |
|||||||
|
обеспечения |
|
|
|||||
стержневых ящиках и в металлических формах предусматриваются |
||||||||
формовочные (литейные) уклоны. |
|
|
|
|||||
В настоящее время при назначении формовочных уклонов |
||||||||
используется |
ГОСТ |
3212–92 |
«Комплекты |
модельные. |
Уклоны |
|||
|
|
|
А |
|
||||
формовочные. Стержневые знаки. |
размеров» [8]. |
|
||||||
Величина формовочного уклона зависит от высоты |
||||||||
формообразующей поверхности: |
чем меньше высота, тем больше |
|||||||
|
|
|
|
|
Допуски |
|||
уклон. Для сырой формовки это связано с Итем, что поверхностные слои формы более подвержены подрыву, чем глубинные.
На чертеже отливки в ТУ литейные уклоны указываются обязательной строкой, например, типа: «Неуказанные литейные уклоны – не более 2º».
Согласно ГОСТ 3212–92 проводят конструирование знаков стержней. С помощью знаков стержень устанавливают в литейную форму и фиксируют в заданном положении. Знаки подразделяются на горизонтальные и вертикальные в зависимости от положения стержней.
36
2.6. Расчет литниковой системы
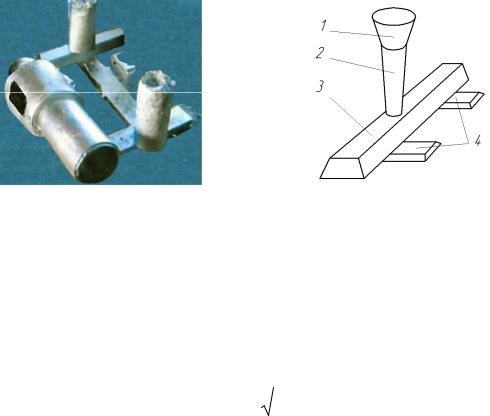
Литниковой системой называется система каналов, по
которым металл заполняет форму. Наиболее распространенной |
||
литниковой системой для отливок из чугуна является система, |
||
С |
|
1, |
состоящая из четырех элементов: литниковой воронки (чаши) |
||
стояка 2, шлакоуловителя 3 и питателя 4 (рис. 2.16). Используются и |
||
более сложные л тн ковые системы. |
|
|
и |
|
|
бА |
б |
|
а |
|
|
Рис. 2.16. Литниковая система: а – система при отливке наконечника столба; б – состав из четырех элементов: 1 – воронка литниковая;
2 – стояк; 3 – шлакоуловитель; 4 – питатели
|
Д |
|
Площадь сечения питателей определяется по формуле |
||
Fпит |
|
m |
|
|
2 g H |
|
|
ср |
где Fпит – суммарная площадь питателей, м2; m – масса отливки с литниками (масса литников составляет 40–60% от массы отливки), кг; μ – общий коэффициент расхода в литниковой системе (табл. 2.3 и 2.4); τ – оптимальная продолжительность заливки, с; ρ – плотность
3 |
; |
|
|
2 |
металла, кг/м |
g – ускорение силы тяжестиИ, м/с ; Hср – средний |
|||
расчетный напор, м. |
|
|
||
Средний расчетный напор определяется по формуле: |
||||
|
|
|
h 2 |
|
|
|
Hср Hст |
в |
, |
|
|
2 h |
||
|
|
|
о |
|
37
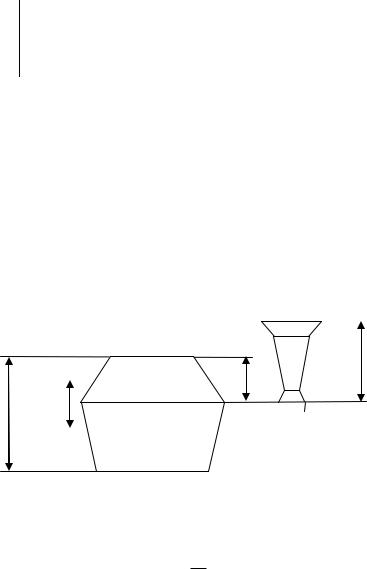
где Hст – высота стояка, равная высоте верхней опоки, м (рис.2.17); hв – расстояние от верхней кромки питателя до наиболее высокой точки отливки, м; hо – общая высота отливки по расположению в форме, м.
С |
|
|
|
|
|
|
|
|
|
|
Т а б л и ц а 2.3 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Значение коэффициента μ для чугунных отливок |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид формы |
|
|
|
Сопротивление формы |
|
|
||||||||
|
|
|
большое |
|
|
среднее |
|
|
малое |
|
|||||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
и |
|
0,42 |
|
|
|
|
0,50 |
|
||||||
|
ырая |
0,35 |
|
|
|
|
|
|
|||||||
|
ухая |
0,41 |
|
0,43 |
|
|
|
|
0,60 |
|
|||||
|
бА |
Т а б л и ц а 2.4 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Значен е коэффициента μ для стальных отливок |
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Вид формы |
|
|
Сопротивление формы |
|
|
|||||||||
|
|
ольшое |
|
|
|
среднее |
|
малое |
|
||||||
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сырая |
|
0,25 |
|
|
|
|
0,32 |
|
|
|
|
0,42 |
|
|
|
Сухая |
|
0,30 |
|
|
|
|
0,38 |
|
|
|
|
0,50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В |
|
|
|
hв |
|
|
|
|
Hст |
|
|
|
МФ |
|
|
|
И |
||||||||||
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|||||||
|
hо |
Н |
|
Д |
|||||||||||
|
|
|
|||||||||||||
Рис. 2,17. Схема для расчета литниковой системы
Продолжительность заливки форм для серого чугуна
S
 m ,
m ,
где m – масса отливки с литниками, кг; S – коэффициент, учитывающий толщину стенки отливки (табл. 2.5).
38