

стабильность горения дуги. Внешняя характеристика источника питания должна быть падающей.
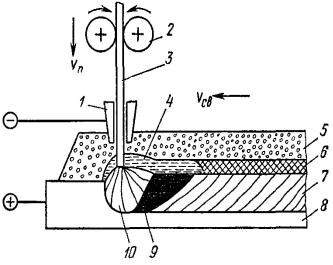
варку неплавящимся электродом применяют, как правило, при соединении металла толщиной от 0,5 до 6 мм. Можно сваривать с расплавлением только основного металла (толщиной до 3 мм), а при необходимости получения усиления шва или заполнения разделки кромок (толщина более 3 мм) – и присадочного материала 1 (рис. 5.4). Последн й подают в дугу вручную или механизмом подачи.
С |
Рис. 5.4. Схема аргонодуговой сварки |
|
стали вольфрамовым электродом: |
||
и |
||
1 – присадочный стальной пруток |
||
или проволока, 2 – сопло; |
||
3 – токоподводящий мундштук; |
||
4 – корпус горелки; 5 – неплавящийся |
||
вольфрамовый электрод; 6 – рукоять |
||
|
||
|
горелки; 7 – атмосфера аргона; |
|
|
8 – сварочная дуга; 9 – ванна |
|
|
расплавленного металла |
должна быть падающей. Используется присадочная проволока из алюминиевого сплава.
|
|
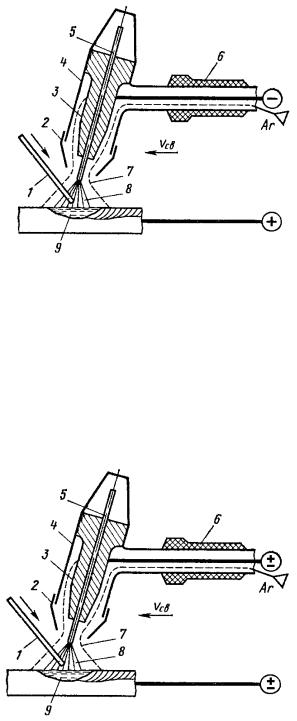
ргонодуговая |
сварка |
алюминиевых сплавов неплавящимся вольфрамовым |
электродом |
||
(рис. 5.5) ведется на |
переменном токе. |
ля зажигания дуги без |
|
короткого замыкания в сварочную цепь включается маломощный |
|||
бА |
|
||
высоковольтный аппарат, называемый осциллятором. Он |
|||
вырабатывает напряжение U = 3000 – 8000 В с высокой частотой |
|||
(f = 250 – 500 кГц). |
Внешняя характеристика источника питания |
||
|
Д |
||
|
|
И |
|
Рис. 5.5. Схема аргонодуговой сварки алюминиевого сплава вольфрамовым электродом: 1 – присадочный пруток или проволока из алюминиевого сплава; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки;
5 – неплавящийся вольфрамовый электрод; 6 – рукоять горелки; 7 – атмосфера аргона; 8 – сварочная
дуга; 9 – ванна расплавленного металла
240
|
|
При сварке неплавящимся |
||||||
|
электродом на переменном токе |
|||||||
|
сочетаются преимущества |
дуги |
||||||
С |
на |
прямой |
и |
обратной |
||||
полярностях. |
Дуга |
прямой |
||||||
полярности |
горит стабильнее, |
|||||||
|
||||||||
|
однако |
|
дуга |
|
обратной |
|||
и |
полярности |
обладает |
одним |
|||||
важным |
|
технологическим |
||||||
свойством: при ее действии с |
||||||||
|
||||||||
|
поверхности |
|
свариваемого |
|||||
|
металла |
удаляются |
оксиды. |
|||||
|
Одно |
из |
|
объяснений |
этого |
|||
|
явления заключается в том, что |
|||||||
|
поверхность |
металла |
бомбар- |
|||||
|
дируется тяжелыми положитель- |
|||||||
Рис. 5.6. Схема аргонодуговой |
ными ионами аргона, которые |
|||||||
механически разрушают пленки |
||||||||
сварки алюминиевого сплава |
оксидов. |
Процесс |
удаления |
|||||
плавящимся электродом: 1 – о ина; |
||||||||
2 – сопло; 3 – токоподводящий |
оксидов |
также |
известен |
как |
||||
мундштук; 4 – корпус горелки; |
катодноераспыление. Указанные |
|||||||
5– валки подающие; 6 – электрод; |
свойства |
|
дуги |
обратной |
||||
7 – атмосфера аргона; 8 – сварочная |
полярности |
используют |
при |
|||||
дуга; 9 – ваннабАрасплаленного металла |
|
|
|
|||||
|
сварке алюминия, магния и их |
|||||||
сплавов, применяя для питания дуги переменный ток. |
|
|
|
|||||
Сварку выполняют на постоянном токе обратной полярности. В |
||||||||
|
|
И |
||||||
данном случае электрические свойства дуги в значительной степени |
||||||||
определяются наличием ионизированныхДатомов металла электрода в |
||||||||
столбе дуги. Поэтому дуга обратной полярности горит устойчиво и |
||||||||
обеспечивает нормальное формирование шва, в то же время ей |
||||||||
соответствуют повышенная скорость расплавления |
проволоки и |
|||||||
производительность процесса сварки.
Дуговая сварка стали в атмосфере углекислого газа выполняется только плавящимся электродом без покрытия при постоянном токе обратной полярности (рис. 5.7).
Применяется специальная сварочная проволока с большим содержанием раскислителей марганца и кремния. Диаметр сварочной проволоки 0,8 – 2 мм.
241
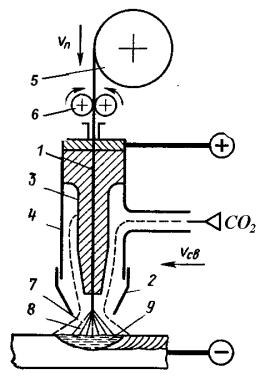
Режим сварки в среде CO2
обусловлен теми же особенностями переноса электродного металла и формирования шва, которые рассмотрены для сварки плавящимся
электродом в аргоне. |
|
|
|
|
|||||||
|
При |
|
высоких |
температурах |
|
||||||
С |
|
диссоциирует на |
|
||||||||
сварочной дуги CO2 |
|
||||||||||
оксид углерода СО и кислород О, |
|
||||||||||
который, |
|
если |
|
|
не |
|
принять |
|
|||
специальных мер, приводит к |
|
||||||||||
Окисл |
метал- |
|
|||||||||
окислен ю |
свар ваемого |
|
|||||||||
ла |
|
лег рующ х |
элементов. |
|
|||||||
|
тельное |
|
действие |
кисло- |
|
||||||
рода |
нейтрал |
зуется |
введением |
|
|||||||
|
|
бА |
|||||||||
раскисл телей. |
|
|
|
|
|
|
|
||||
|
Поэтому для сварки в CO2 |
|
|||||||||
углерод стых |
|
|
н |
зколегирован- |
|
||||||
ных |
сталей |
пр меняют |
свароч- |
|
|||||||
ную |
проволоку |
|
с |
повышенным |
|
||||||
содержанием |
|
этих |
|
элементов |
|
||||||
(Св-08ГС, |
|
Св-10Г2С |
и |
т.д.). На |
горелки; 5 – бобина; |
||||||
поверхности шва о разуется тонкая |
|||||||||||
6 – валки подающие; |
|||||||||||
шлаковая |
|
корка |
|
из |
|
оксидов |
7 – атмосфера CO2; |
||||
раскислителей. |
|
|
|
|
|
|
8 – сварочная дуга; |
||||
|
|
|
|
|
|
|
|
|
|
||
|
Преимущества |
сварки |
в среде |
9 – ванна расплавленного |
|||||||
CO2 |
по сравнению с ручной дуговой |
металла |
|||||||||
сваркой |
и |
сваркой |
под |
флюсом: |
И |
||||||
|
|
|
|
|
|
|
|
|
|
||
высокая степень защиты расплавленного металла от воздействия |
|||||||||||
воздуха, возможность ведения процессаДво всех пространственных |
|||||||||||
положениях; возможность визуального наблюдения за процессом |
|||||||||||
формирования шва и его регулирования. |
|
||||||||||
|
В углекислом газе сваривают конструкции из углеродистой и |
||||||||||
низколегированной |
сталей. |
Преимущество полуавтоматической |
|||||||||
сварки в CO2 с точки зрения ее стоимости и производительности часто приводит к замене ею ручной дуговой сварки покрытыми электродами.
242