

3.7. Горячая раскатка кольцевых заготовок
Метод горячей раскатки используется в массовом и крупносерийном производстве, где уровень усовершенствования технологии заготовительных операций оказывает решающее влияние Сна качество, стабильность и себестоимость выпускаемой продукции. Раскаткой изготавливают кольцевые поковки, имеющие форму тел
вращен я (р с. 3.55). и
бАРис. 3.55. Характерные профили раскатанных поковок
Сущность процесса раскаткиДсостоит в изменении формы и уменьшении толщины стенок кольцевой заготовки с увеличением её наружного и внутреннего диаметров путём деформирования между бойками (рис. 3.56, в) или валками, имеющими заданный профиль. В первом случае раскатка ведётся на оправкеИплоским бойком со смещением заготовки относительно оправки. Во втором случае раскатка производится валками. Раскатка – это продольная прокатка (рис. 3.56, а) замкнутой заготовки (рис. 3.56, б).
Исходные заготовки получают на горячештамповочных и винтовых прессах, горизонтально-ковочных машинах, на молотах, гибкой со сваркой оплавлением. При штамповке заготовок экономия металла происходит за счёт уменьшения «выдры» и облоя.
111

С |
|
|
|
|
и |
|
|
|
|
бА |
|
|||
Р с. 3.56. Схемы прокатки продольной (а) и прокатки замкнутой |
||||
заготовки (раскатка) ( ); схема раскатки на оправке (в) |
|
|||
Способов раскатки несколько: открытый (рис. |
3.57, а), |
|||
полуоткрытый (рис. 3.57, ). |
|
|
|
|
Наиболее |
Д |
|||
распространён |
открытый |
способ |
раскатки |
|
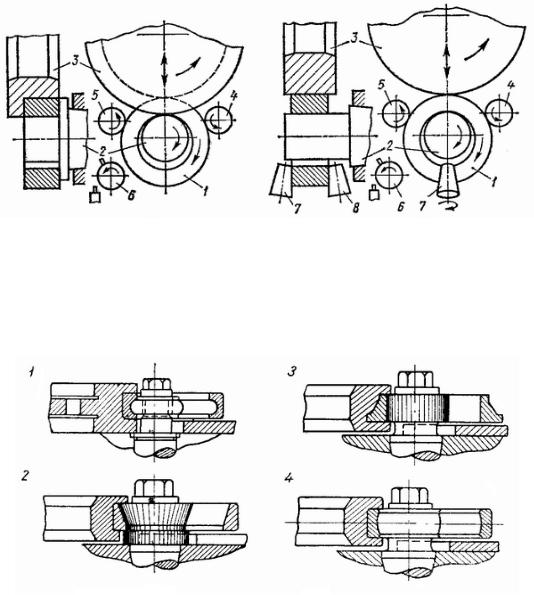
(рис. 3.57, а). Заготовка 1 надевается на центральный валок 2. Вращающийся нажимной валок 3 приближается к центральному валку и деформирует заготовку. Процесс деформирования
продолжается до момента соприкосновения заготовки с контрольным роликом 6, который переключает ход ползунаИ.
Полуоткрытый способ раскатки (рис. 3.57, б) отличается тем, что с помощью пары приводных или холостых торцовых конических валков 7 и 8 производятся обжатие заготовки в осевом направлении и проработка ее торцов. В процессе раскатки при постепенном сближении торцовых валков достигается заданная деформация по ширине заготовки.
112
С |
|
|
|
|
раскатки |
б |
|||
|
|
а |
|
|
Р с. 3.57. Схемы |
|
: а – открытой; б – полуоткрытой |
||
бА |
||||
На р с. 3.58 показаны профили, получаемые открытой |
||||
раскаткой, |
конструкц и раскатных валков. |
|||
Рис. 3.58. Схемы открытой раскатки профильных заготовок |
||||
|
|
|
|
И |
Размеры заготовок определяютсяДиз равенства объёмов |
||||
заготовки и изделия с учётом угара. При этом высота заготовки |
||||
принимается |
равной высоте изделия. Тогда торцовые площади Fзаг |
|||
и Fизд равны (рис. 3.59, |
а). Сечения заготовок выбирается |
|||
прямоугольной формы для изделий 1, 3, 5, 8, 9, 12; со скосами – для изделий 2 и 4 (по рис. 3.55).
Вообще при раскатке несимметричных колец форма сечения заготовки выбирается так, чтобы площади сечений заготовки и изделия, перпендикулярные оси, были равны (рис. 3.59, г). Изменение размеров заготовки (обжатие K) определяется (рис. 3.59, в) как отношение поперечных сечений заготовки Qзаг /Qизд:
113
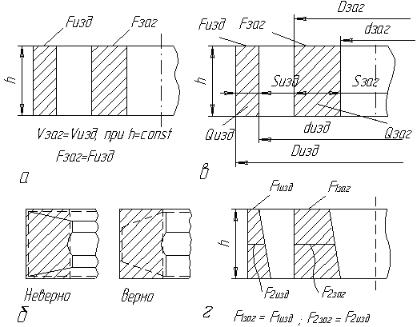
K= Qзаг / Qизд = ((Dзаг – dзаг)/2)h/((Dизд – dизд)/2)/h =
=(Dзаг – dзаг)/(Dизд – dизд) = Sзаг / Sизд.
Раскатка обычно ведётся при степенях обжатия (небольших) С1,3 – 1,6. Если необходимо обеспечить благоприятную структуру, то
задаются степени обжатия К = 3 – 4.
и бА
Рис. 3.59. Схема изменения формыДпоковки (а); корректировка формы заготовки (штриховые линии) при раскатке поковок сложной формы (б); схема к определению обжатия (в); подобие формы заготовки и поковки (г)
В условиях крупносерийного производстваИпри небольших габаритах колец, получаемых штамповкой и имеющих объемные отклонения в пределах 1,5 – 3,0%, экономически оправданным является применение закрытой и полузакрытой раскаток на узкоспециализированных машинах, включаемых в состав автоматических линий. На рис. 3.60 приведена схема кольцераскатных машин типа РАВ, применяемых для изготовления кольцевых заготовок крупных размеров (диаметром 400 – 7000 мм).
Машинами этого типа комплектуются специализированные участки или цехи поточного производства.
114