


природными материалами являются графит, асбест, слюда, базальт и
некоторые горные породы. |
Искусственные органические материалы |
|||||||
получают из природных полимерных продуктов (вискозное волокно, |
||||||||
целлофан, сложные и простые эфиры, целлюлозы). Синтетические |
||||||||
материалы получают из простых низкомолекулярных соединений. |
||||||||
С |
|
|
|
|
|
|
||
интетические неметаллические материалы вытесняют природные и |
||||||||
являются наиболее распространенными. |
|
|
|
|||||
Из неметалл ческих материалов в машиностроении и |
||||||||
приборостроен |
|
на более широкое |
применение |
находят |
||||
мерами |
органические |
материалы на |
основе |
|||||
пластмассы |
рез ны – |
|
||||||
полимеров. |
|
|
|
|
|
|
|
|
Пол |
|
называют вещества, макромолекулы которых |
||||||
состоят |
з многоч сленных повторяющихся элементарных звеньев, |
|||||||
|
бА |
|
|
|||||
представляющ х со ой одинаковую группу атомов. Макромолекулы |
||||||||
полимеров могут меть |
линейную форму, разветвленную и |
|||||||
пространственную (сш тую) (рис.6.1). |
|
|
|
|||||
|
а |
|
|
|
Д |
|||
|
|
|
|
б |
|
в |
|
|
|
Рис. 6.1. Схемы строения молекул полимеров: а – линейная; |
|
||||||
|
|
б – разветвленная; в – пространственная |
|
|
||||
|
|
|
|
|
|
И |
||
Линейные макромолекулы (рис. 6.1, а) имеют форму цепей, в |
||||||||
которых |
атомы |
соединены |
|
между собой |
ковалентными |
связями. |
||
Отдельные цепи связаны межмолекулярными силами, в значительной степени определяющими свойства полимера. Наличие в цепях разветвлений (рис.6.1, б) приводит к ослаблению межмолекулярных сил и тем самым к снижению температуры размягчения полимера. Пространственные структуры получаются в результате химической связи (сшивки) отдельных цепей полимеров либо в результате поликонденсации или полимеризации. Большое значение для свойств «сшитого» полимера имеет частота поперечных связей. Если эти связи располагаются сравнительно редко, то образуется полимер с сетчатой структурой.
254
др.) – из нескольких составляющих, каждая из которых выполняет определенную функцию. В композиционных пластмассах смола является связующим для других составляющих. Свойства связующего во многом определяют физико-механические и технологические свойства пластмассы. Содержание связующего в пластмассах составляет от 30 до 70%.
Помимо связующего в состав композиционных пластмасс входят добавки – наполнители (для повышения механической
прочности, |
теплостойкости, морозостойкости), пластификаторы |
|
(увелич вающ е эластичность, текучесть, гибкость), красители, |
||
отверд тели, катал заторы (ускоряющие процесс отверждения) и т. |
||
С |
газонаполненных пластмасс (поро- и |
|
д. |
зготовлен |
|
пенопластов) в пол меры вводят газообразователи. |
||
Основными технологическими свойствами пластмасс являются |
||
текучесть, усадка, скорость отверждения (для реактопластов) и |
||
При |
||
термостаб |
льность (для термопластов). |
|
Текучесть – спосо ность материалов заполнять форму при определенных температуре и давлении.
Под усадкой понимают уменьшение размеров детали по
сравнению с размером полости пресс-формы. |
||
бА |
||
Скорость отверждения |
– |
продолжительность процесса |
перехода реактопластов из высокоэластичного или вязкотекучего состояния в состояние полной полимеризации или поликонденсации.
Под термостабильностью понимают время, в течение которого термопласт (полиэтилен, полипропилен, полистирол)
выдерживает определенную |
температуру без разложения. |
В |
|
И |
|
вязкотекучем состоянии переработку ведут прессованием, литьем |
||
под давлением, выдавливанием иДдр. |
|
|
Прессование реактопластов производится в обогреваемых |
||
пресс-формах (рис. 6.2). В полость матрицы 3 загружают |
||
предварительно таблетированный или порошкообразный материал 2. |
||
При закрытии пресс-формы |
под действием давления пуансона 1 и |
|
тепла материал размягчается и заполняет полость пресс-формы. После определенной выдержки, необходимой для отверждения материала, форма раскрывается и готовая деталь 4 выталкивается толкателем 5.
256
С |
|
различными |
|
|
Р с. 6.2. Схема прямого прессования |
Л тьем под давлением получают детали сложной формы с толщ нами стенок, ребрами жесткости, с резьбами и
бА |
|
т. д. Используются тьевые машины различных типов. |
|
В л тьевой маш не (рис. 6.3) материал из бункера 8 подается |
|
дозатором 9 в |
оч й цилиндр 6 с электронагревателем 4. При |
движен поршня 7 материал выдавливается через зону прогрева, а затем через сопло 3 литниковый канал – в полость пресс-формы 1, в которой формируется отливка 2. В рабочем цилиндре на пути расплава установлен рассекатель 5, который заставляет расплав протекать тонким слоем у стенок цилиндра. Это ускоряет прогрев и
беспечивает |
равномерную |
температуру |
расплава. |
Для |
|
|
Д |
|
|
предотвращения перегрева выше 50 – 70 ов процессе литья пресс- |
||||
форма охлаждается проточной водой. |
|
|
||
|
|
И |
||
Рис. 6. 3. Машина для литья пластмасс под давлением
257

Непрерывным выдавливанием получают детали различного |
|||||||
профиля большой длины на специальных червячных литьевых |
|||||||
машинах (рис. 6.4). Перерабатываемый материал в виде порошка или |
|||||||
гранул из бункера 4 попадает в рабочий цилиндр 7, где |
|||||||
захватывается вращающимся червяком 3 (1). Червяк с канавками 6, |
|||||||
С |
2, продвигает материал, перемешивает и |
||||||
приводимый редуктором |
|||||||
уплотняет его. В результате передачи теплоты от нагревательных |
|||||||
элементов 8 |
выделен я теплоты при трении частиц материала друг |
||||||
о друга |
о стенки ц л ндра перерабатываемый материал переходит |
||||||
при |
|
|
|
|
|||
в вязкотекучее состояние и непрерывно выдавливается через |
|||||||
калиброванное отверстие 10 головки 9. Расплавленный материал |
|||||||
проход т через рад альные канавки оправки 5. Оправку применяют |
|||||||
для получен |
я отверст я |
|
выдавливании труб. |
|
|
||
|
бА |
|
|
||||
|
Рис. 6.4. Схема установки для непрерывного выдавливания |
||||||
В |
высокоэластичном |
И |
|||||
состоянии |
из |
нагретых |
|||||
термопластов получают пневмоформовкойД, вакуумформовкой,
штамповкой крупногабаритные детали.
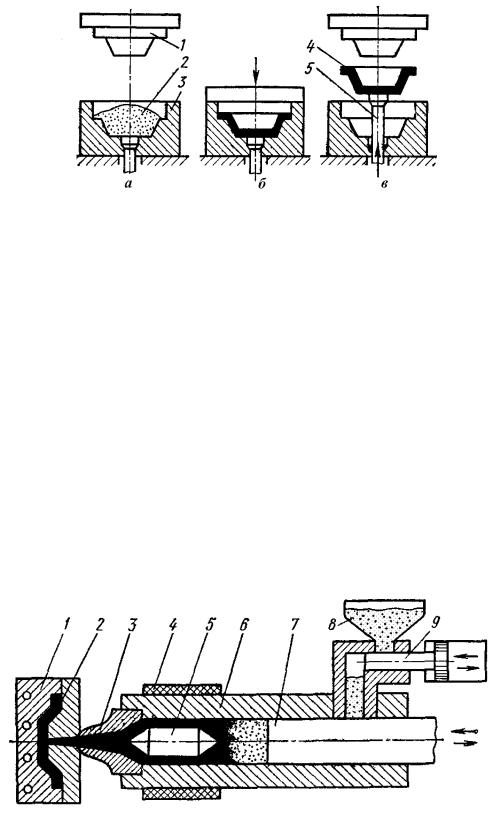
Пневмоформовка состоит в том, что нагнетанием воздуха на пленку (или удалением из матрицы вакуум-насосом) создается разность давлений, под действием которой происходит формоизменение заготовки по профилю матрицы (рис. 6.5).
Вакуумформовка состоит в том, что перепад давлений создается откачиванием воздуха из полости матрицы, к которой прижата нагретая заготовка. Схема вакуумной формовки аналогична схеме пневматической формовки (рис. 6.5).
258