

2.4. Разработка чертежей отливок
Разработка чертежа отливки производится по чертежу готовой детали с учетом положений:
- расположение поверхности разъема должно обеспечивать упрощение формовки и облегчение извлечения частей модели после
Счастички формы; - размеры разъемной модели должны быть больше размеров
уплотнения формовочной смеси;
- на более ответственная часть отливки должна располагаться внизу, так как в верхней части отливки сосредотачиваются естественные л тейные дефекты – газовые пузыри, шлак, отпавшие
на вел |
ч ну усадки заливаемого металла (например, 1%); |
- разъем |
модели и формы обозначают линией удвоенной |
детали назначаютсябАприпуски на механическую обработку, величины
толщины с указан ем |
уквенного |
обозначения разъема (модель, |
отливки |
|
|
форма) – «М, Ф»; |
|
|
- положен е отливки в форме (верх – низ) при заливке |
||
обозначается стрелками и |
уквами В, Н; |
|
- согласно ГОСТ Р 53464 на |
обрабатываемые поверхности |
|
которых зависят от типа сплава, класса точности размеров, сложности конфигурации и размера отливки, ряда припуска, типа производства (табл. 2.1). Д
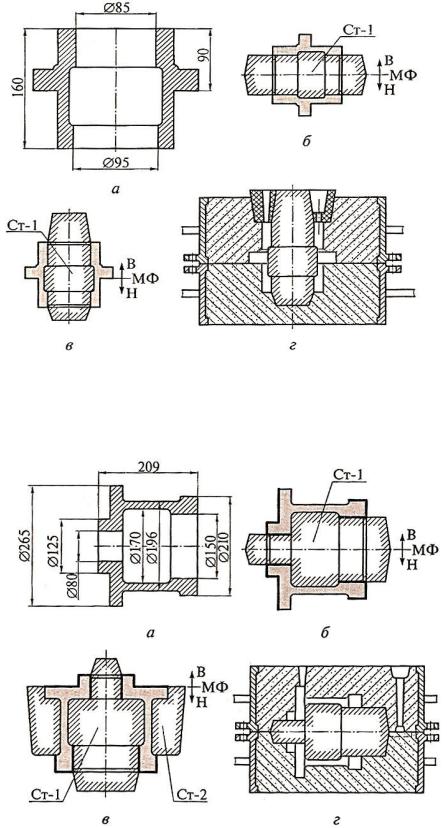
На рис. 2.10, а представлен чертеж отливаемого из чугуна подшипника. При разработке процесса формовки можно принять как горизонтальное (рис. 2.10, б), так и вертикальное положение отливки в форме (рис. 2.10, в). Модели легкоИизвлекаются из смеси.
На рис. 2.11 показаны варианты горизонтального (рис. 2.11, б) и вертикального расположения отливки (рис. 2.11, в). При горизонтальном расположении проблем с формовкой не возникает, так как «половинки» модели легко вынимаются из формовочной смеси. При расположении детали в форме вертикально и выборе разъема на любом уровне невозможно произвести формовку обычным способом. Формовку можно выполнить только с использованием наружного разъемного стержня (Ст–2), что увеличивает трудоемкость подготовки элементов формы. Поэтому более экономичным оказывается получение отливки при горизонтальном разъеме модели (рис. 2.11, г).
30
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.1 |
||||||||||
|
Классы точности размеров и ряды припусков (ГОСТ 26645–85) |
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Тип металла и сплава |
|||||||||||||||||||||||
С |
Наибольший |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ковкий, |
|
||||||||||
цветные с |
|
цветные с |
|
высоко- |
|
|||||||||||||||||||||||||||
габаритный |
|
температурой |
|
прочный |
|
|||||||||||||||||||||||||||
|
пособ литья |
температурой |
|
|
||||||||||||||||||||||||||||
|
размер |
плавления |
|
и легиро- |
|
|||||||||||||||||||||||||||
|
|
|
плавления |
|
|
|
||||||||||||||||||||||||||
|
|
|
отливки, мм |
|
выше 700 ºС, |
|
ванный |
|
||||||||||||||||||||||||
|
|
|
ниже 700 ºС |
|
|
|
||||||||||||||||||||||||||
|
|
|
|
|
серый чугун |
|
|
чугун, |
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сталь |
|
||||||
|
ивыжигаемым |
|
|
|
4 7 |
|
|
|
|
5Т 7 |
|
|
|
|
|
5 8 |
|
|||||||||||||||
|
Литье под давлен ем |
До 100 |
|
3Т 5 |
|
|
|
|
|
|
3 6 |
|
|
|
4 7Т |
|
||||||||||||||||
|
в металл ческ е |
|
|
|
|
I |
|
|
|
|
|
|
I |
|
|
|
|
|
I |
|
||||||||||||
|
формы |
|
Св. 100 |
|
|
|
3 6 |
|
|
|
|
4 7Т |
|
|
|
5Т 7 |
|
|||||||||||||||
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
I |
|
|
|
|
|
I |
|
|||||||||||
|
Литье в |
|
До 100 |
|
|
|
3 6 |
|
|
|
|
4 7Т |
|
|
|
5Т 7 |
|
|||||||||||||||
|
керамическ е формы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
I |
|
|
|
|
|
|
I 2 |
|
|
|
|
|
I 2 |
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
и по выплавляемым |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 100 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
моделям |
|
|
|
|
I 2 |
|
|
|
|
|
|
I 2 |
|
|
|
|
|
I 2 |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
Литье в кокиль и под |
До 100 |
|
|
|
4 9 |
|
|
|
5Т 10 |
|
|
|
5 11Т |
|
|
||||||||||||||||
|
низким давлением в |
|
|
|
I 2 |
|
|
|
|
|
|
I 3 |
|
|
|
|
|
I 3 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
металлические |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 100 |
|
5Т 10 |
|
|
|
|
5 11Т |
|
|
|
|
|
6 11 |
|
|||||||||||||||||
|
формы без и |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
с песчаными |
|
До 630 |
|
|
|
I 3 |
|
|
|
|
|
|
|
I 3 |
|
|
|
|
|
|
|
2 4 |
|
|
|||||||
|
стержнями, литье в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
песчаные формы, |
|
|
5 11Т |
|
|
|
|
|
6 11 |
|
|
7Т 12 |
|
||||||||||||||||||
|
|
бАСв. 630 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
отверждаемые в |
|
|
|
|
I 3 |
|
|
|
|
|
|
2 4 |
|
|
|
|
|
2 5 |
|
||||||||||||
|
контакте с оснасткой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
Литье в песчаные |
До 630 |
|
|
6 11 |
|
|
7Т 2I |
|
|
7 13Т |
|
||||||||||||||||||||
|
формы, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 4 |
|
|
|
|
|
|
2 4 |
|
|
|
|
|
2 5 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
отверждаемые вне |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 630 |
Д7 12 7 13Т |
9Т 13 |
|
||||||||||||||||||||||||||||
|
контакта |
|
|
|||||||||||||||||||||||||||||
|
|
До 4000 |
|
|
|
2 4 |
|
|
|
|
|
|
|
3 5 |
|
|
|
|
|
|
3 6 |
|
|
|||||||||
|
с оснасткой, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
центробежное, |
|
|
8 13Т |
|
|
|
9Т 13 |
|
|
|
|
|
9 14 |
|
|
||||||||||||||||
|
в сырые и сухие |
Св. 4000 |
|
|
|
|
|
|
|
|
||||||||||||||||||||||
|
песчано-глинистые |
|
|
|
3 5 |
|
|
|
|
|
|
3 6 |
|
|
|
|
|
4 6 |
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
формы |
|
|
|
|
|
|
|
|
|
И |
|
||||||||||||||||||||
Примечание. В числителе указаны классы точности размеров, в знаменателе – ряды припусков. Меньше их значения относятся к простым отливкам и условиям массового автоматизированного производства: большие значения – к сложным, мелкосерийно и индивидуально изготовленным отливкам, средние – к отливкам средней сложности и условиям механизированного серийного производства.
31
С |
||
и |
||
|
собранная |
|
Р с. 2.10. Разра отка технологического процесса изготовления отливки |
||
корпуса |
А |
|
подш пн ка: а – чертеж детали; б, в – варианты технологии; |
||
г – |
|
форма с заливкой формы через литниковую чашу |
|
|
Д |
|
|
И |
Рис. 2.11. Разработка технологического процесса изготовления отливки корпуса гидромотора: а – чертеж детали; б, в – варианты положения модели при формовке; г – собранная форма
32
С |
б |
в |
|
|
а |
||
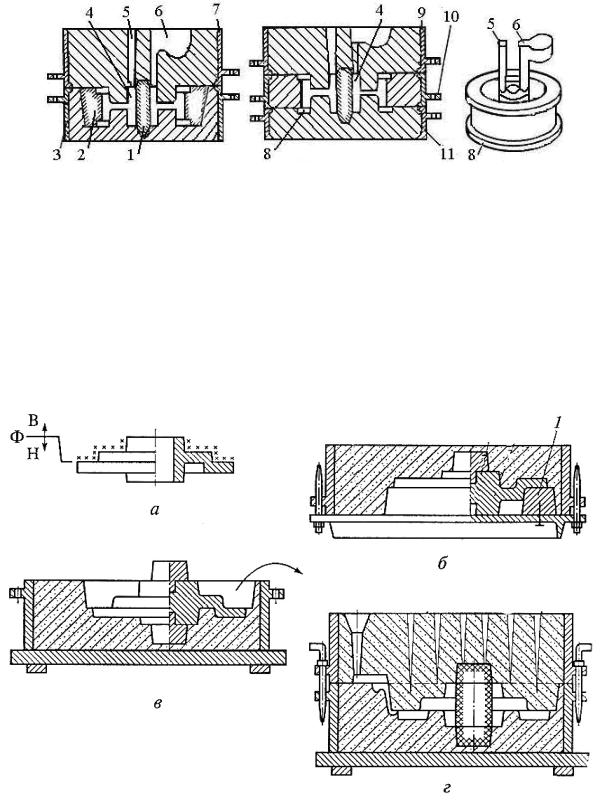
Р с. 2.12. Разработка технологического процесса изготовления отливки |
|||
формовки |
|
||
колеса: а, |
б – вар анты формовки; в – отливка 8 со стояком 6 и выпаром 5 |
||
Установка стержня или « олвана» не позволяет смеси зайти под |
|||
фланец со стороны подмодельной плиты. |
|
||
бА |
|
||
После |
|
нижней части формы указанные дополнения |
|
удаляются |
(р с. |
2.13, ) и производится формовка |
верхней |
полуформы. |
|
|
|
|
|
Д |
|
|
|
И |
|
Рис. 2.13. Формовка оснастки для отливки детали с развитым фасонным фланцем: а – деталь; б – формовка со стороны выемки во фланце (1 – «болван»);
в – удаление «болвана»); г – формовка верхней формы и установка стержня
33