

3.6.12. Определение размеров исходной заготовки
При открытой штамповке по плоскости разъема между нижней
и верхней частями штампа формируется облой (заусенец), |
см. |
|||||
рис. 3.51, г, часть которого осаживается между плоской |
||||||
поверхностью одной из частей штампа и мостиком другой (шириной |
||||||
b2). Чем меньше зазор hз и больше ширина мостика b2, тем больше |
||||||
сопрот влен е |
стечен ю металла из полости штампа и тем больше |
|||||
рациональные |
|
|
|
|||
вероятность полного заполнения ручьев. Опыт позволил определить |
||||||
Сразмеры о лойных канавок (табл. 3.8). Объем металла, |
||||||
идущий в отход, равен |
|
|
|
|||
облойной |
|
|
||||
|
|
Vo = k · Sо · Pп, |
|
|
||
где k – коэфф ц |
ент заполнения металлом канавки для заусенца; для |
|||||
круглых поковок 0,5 – 0,64; для прочих форм 0,6 – 0,8; |
Sо – |
|||||
площадь поперечного сечения |
|
канавки; Pп – периметр |
||||
поковки при массе |
олее 3 кг по контуру (точнее, длина линии, |
|||||
проходящей через центры тяжести поперечных сечений облоя в |
||||||
разных частях поковки). |
Д |
|
||||
С учетом |
всех |
отходов |
для |
|||
объем металла, необходимый |
||||||
получения поковкиА(объем заготовки), равен |
|
|||||
|
Vз = (Vп +Vо +Vпер +Vкл) Kу, |
|
||||
|
|
|
|
И |
||
где Vп – объем поковки; Vо – объем облоя; Vпер – объем перемычки
(принимается равным 0,25 Vо); Vкл – объем клещевины (объем части заготовки, за которую ее удерживают клещами); Kу – коэффициент, учитывающий угар металла при нагреве (1,01 – при нагреве в электропечи; 1,02 – при нагреве в пламенной печи).
108

|
|
|
|
|
Размеры облойных канавок |
Таблица 3.8 |
|||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
№ |
|
hз, мм |
|
H1, мм |
|
B2, мм |
|
B1, мм |
Sо, мм2 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
0,6 |
|
3 |
|
5 |
|
18 |
52 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
0,8 |
|
3 |
|
5 |
|
20 |
69 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
1,0 |
|
3 |
|
5 |
|
22 |
80 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
1,5 |
|
5 |
|
5 |
|
22 |
102 |
|
||
|
|
|
|
|
|
|
|
|
|
||||
|
Д аметр |
|
сходной заготовки (при штамповке круглой поковки) |
||||||||||
равен |
|
|
|
|
|
|
|
|
|
|
|
||
С |
|
|
|
|
|
|
|
|
|
||||
|
Dзаг =1,08 3 Vп/m , |
|
|
||||||||||
|
|
|
|
|
|
|
|
||||||
где m = hзаг/dзаг, |
|
осадке заготовки в торец m 2,0. |
|
|
|||||||||
|
На молотах |
прессах могут изготавливаться поковки двух |
|||||||||||
групп: круглые |
квадратные |
в плане, |
удлиненные |
в плоскости |
|||||||||
при |
|
|
|
|
|
|
|
||||||
разъема.
При штамповке поковок второй группы приходится применять ручьи следующих видов (рис. 3.54): штамповочные – окончательный (а), предварительный ( ), заготовительно-предварительный (в); заготовительные – формовочный (г), гибочный (д), пережимной (е),
подкатной (ж, з), протяжной (и, к), оттяжной (л), для осадки и |
|
Д |
|
разгонки (м, н); отрезной (о). Такое разнообразие ручьев позволяет за |
|
несколько бАпоследовательных операций изготавливать |
поковки |
весьма сложной формы (шатуны, вилки, изогнутые |
рычаги, |
кривошипы, коленчатые валы, крестовины, рычаги с отростками и т.д.).
И
109
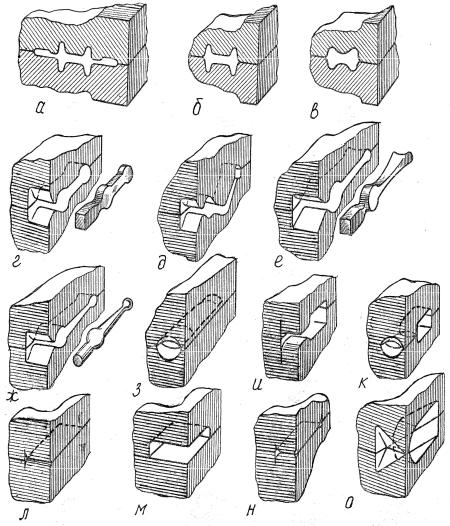
Си бА Рис. 3.54. Виды ручьев штампов для объемной штамповки [12]
большинстве случаев применяютДпрокат круглого, квадратного, прямоугольного профилей, а также периодический прокат. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда детали штампуют от прутка с последующим отделением поковки непосредственно на штамповочной машине.
В качестве заготовок для объемной штамповки в подавляющем И
Мерные заготовки отрезают от прутков различными способами: на кривошипных пресс-ножницах, механическими пилами, абразивными кругами, газовой резкой и т. д.
110