

выполнении различных формовочных операций можно осуществлять многократное повторное нагружение заготовки без ее переустановки и с использованием той же оснастки до достижения требуемых размеров и формы. Метод позволяет совмещать разнообразные формовочные и разделительных операции в одном переходе, что значительно сокращает число переходов изготовления детали.
Методом МЭИШ целесообразно получать детали размером в плане до 150 мм, сложной формы, высокой точности, с большим количеством отверст й, из тонколистовых материалов – меди, алюмин я, магн я, т тана, никеля, вольфрама и их сплавов;
нержавеющ х |
пруж нных сталей и др. Можно также изготовлять |
|||||
С |
|
|
|
|
|
|
з слюды, гетинакса и других материалов, склонных к |
||||||
рассла ван ю. |
|
|
|
|
|
|
3.13. Электрогидроимпульсная штамповка |
|
|
||||
детали |
|
|
|
|
|
|
Электрог дро мпульсная штамповка (ЭГИШ) основана на |
||||||
преобразовании |
электрической |
|
энергии, |
накопленной |
в |
|
конденсаторной |
атарее, |
в |
механическую |
энергию |
||
гидродинамического возмущения. |
|
|
|
|
|
|
Суть электрогидравлического эффекта заключается в |
||||||
бА |
|
|
|
|||
следующем [17]. На электроды, введённые в жидкость (чаще всего вода), подается импульсное напряжение от 5 до 40 кВ. По межэлектродному промежутку начинает протекать ток, нагревающий
её за счет |
выделения тепла. |
Удельная |
проводимость воды |
увеличивается, что приводит к |
возрастанию |
плотности тока и |
|
|
|
И |
|
соответственно быстрому росту температуры. При вскипании |
|||
жидкости возникает мостик из Дионизированного газа. В результате |
|||
выделения большого количества энергии за короткий промежуток |
|||
времени (10 |
2 – 105 Дж за 10-7 – 10-4 с) вещество в канале разряда |
||
нагревается до температуры выше 104 К, что приводит к быстрому (со скоростью до десятков и сотен метров в секунду) расширению стенок канала. За счет сжатия жидкости генерируется волна сжатия с амплитудой до нескольких десятков тысяч атмосфер.
Разрядная цепь гидроимпульсной установки (ЭГ У) представляет собой колебательный контур, образованный емкостью конденсаторной батареи, индуктивностью проводников и сопротивлением канала разряда. Сопротивление разрядного
150
промежутка определяется характеристиками заполняющего его ионизированного газа, представляющего собой низкотемпературную плазму высокого давления.
ЭГИУ состоят из генератора импульсов тока, включающего |
|||
повышающий трансформатор, высоковольтный выпрямитель, |
|||
С |
|
|
|
импульсный конденсатор или батарею конденсаторов и разрядник, и |
|||
технологического блока. |
|
||
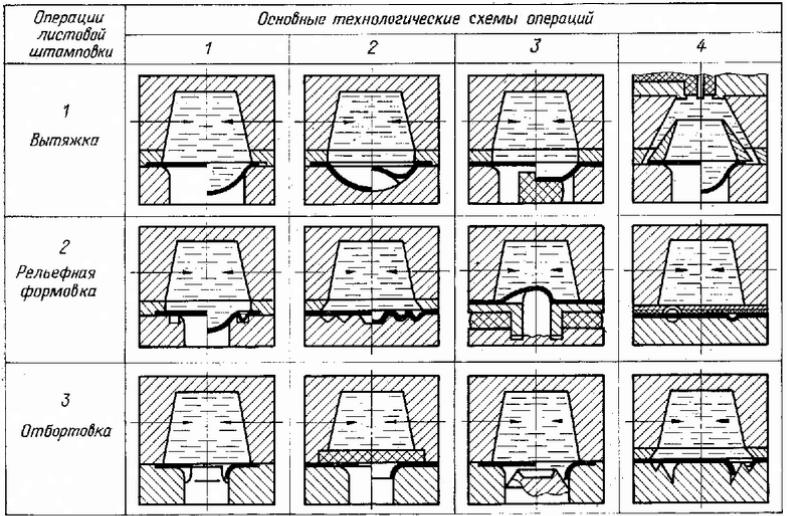
На ЭГИУ можно выполнять все основные технологические |
|||
операц |
л стовой |
штамповки [18]: |
разделительные, вытяжку, |
пробивка |
Электрогидроимпульсная |
||
рельефную |
формовку, отбортовку. |
||
-вырубка |
(ЭГИПВ) рекомендуется для изготовления |
||
деталей з л ста толщ ной до 3 – 4 мм с максимальными размерами
в плане до 300 мм (р с. 3.101, а). бА
Рис. 3.101. ТехнологическиеДсхемы электрогидроимпульсной пробивки-вырубки [18]: а – вырубка-пробивкаИ(В-П) на жёсткой матрице; б – В-П формовка; в – В-П полиуретаном;
г – В-П по шаблону; д – В-П метанием жидкости
Пробивку отверстий и вырезку деталей сложной формы, содержащих острые углы и малые перемычки, а также одновременную пробивку и вырезку деталей, значительно отличающихся по размерам, пробивку отверстий с относительным диаметром d/s > 150 следует производить по схеме с подпором (рис. 3.101, б). Схему с применением полиуретановой диафрагмы (рис. 3.101, в) используют в серийном и крупносерийном производствах для получения деталей толщиной менее 0,3 мм из металлических и неметаллических материалов.
151
На рис. 3.102 представлены некоторые технологические схемы ЭГИВ, электрогидроимпульсной рельефной формовки (ЭГИРФ) и электрогидроимпульсной отбортовки (ЭГИО) отверстий.
Когда к элементам формы детали предъявляются повышенные требования по точности и когда они характеризуются относительно большими коэффициентами формовки, следует применять ЭГИРФ на пуансон.
ЭГИШ на более целесообразна при изготовлении деталей из |
||
пространственных заготовок с размерами в плане от 40 до 350 мм и |
||
высотой до 900 мм. Толщина стенки может колебаться в пределах |
||
0,2–2,5 мм. Предельные размеры зависят от формы и материала |
||
С |
|
|
, в да выполняемых операций, степени их совмещения, |
||
технолог ческ х |
возможностей |
имеющихся |
электрог дро мпульсных прессов. |
|
|
При констру ровании технологических блоков необходимо |
|
детали |
|
обеспеч ть надежное уплотнение между заготовкой и разрядной |
|
камерой |
полное удаление воздуха из пространства между |
заготовкой и матрицей при выполнении формообразующих операций.
Для свободного извлечения детали из матрицы ее в большинстве случаев выполняют разъемной. В зависимости от формы детали линия разъема может быть вертикальной или двойной
бА
– вертикальной и горизонтальнойД. При относительно небольших размерах деталей замыкать половинки матрицы целесообразно запирающими конусами (см. рис. 3.103, а и 3.104, а) [18].
При штамповке пластичных материалов (медь, алюминий и их сплавы) толщиной до 1,5 мм распространеннойИоперацией является обрезка их торцов и дна. Матрица в данном случае может быть выполнена в двух вариантах. В первом варианте режущие кромки РК находятся на вкладыше 2, установленном в выточке матрицы (см. рис. 3.103, а). Матрицу изготавливают из конструкционной стали, а вкладыш – из инструментальной с твёрдостью 52 – 56 HRC. На наружной поверхности детали остаются следы от линии разъема матрицы 1 и вкладыша 2.
При толщине стенки до 1 мм и при необходимости получения качественной поверхности режущие кромки должны быть образованы торцами матрицы и ее внутренней поверхностью (рис. 3.103, б).
152
Си б А Д
Рис. 3.102. Основные технологические схемы формообразующихИопераций электрогидроимпульсной штамповки деталей из плоских заготовок
153
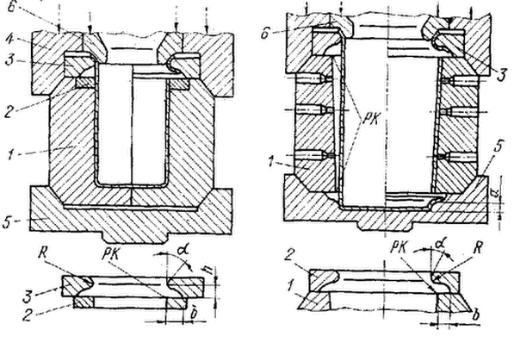
Для получения высококачественного среза необходимо жесткое |
|
защемление обрезаемых торцов заготовки. Это достигается путем |
|
поджима верхней части заготовки к конической поверхности |
|
разъемного кольца 3 (рис. 3.104, а) или при наличии фланца к его |
|
верхней плоскости (рис. 3.104, б). На последнем рисунке показана |
|
С |
|
также возможность одновременной обрезки торца и дна заготовки. |
|
и |
|
бА |
|
а |
Д |
б |
|
Рис. 3.103. Конструкции обрезных матриц с режущей кромкой, выполненной на вкладыше (а) и образованной торцами матрицы и её внутренней поверхностью (б): 1 – разъемная матрица; 2 – обрезной вкладыш; 3 – разъемное кольцо;
4 – верхний запирающий конус; 5 – нижний запирающий конус; 6 – прижим
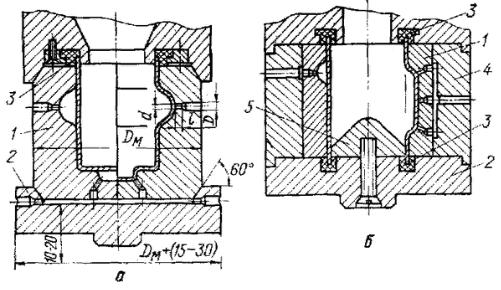
Наиболее распространенная операция Ипри штамповке деталей из пространственных заготовок – раздача, которая в зависимости от способа образования канала разряда может осуществляться по двум технологическим схемам: без инициирования канала разряда и с инициированием его взрывающимся проводником. В первом случае штамповка может производиться с использованием матриц, представленных на рис. 3.105, а также обычных разрядных камер или устройств.
При раздаче заготовок без дна длиной L > 200 мм в ряде случаев целесообразно применять взрывающийся проводник,
154
позволяющий получать равномерное поле давления по длине детали. Наличие механизма подачи проводника вызывает необходимость создания отдельного технологического блока, подсоединяемого к генератору импульсов тока ЭГИ пресса.
Си
бАРис. 3.104. Схемы технологической оснастки для электрогидроимпульсной формовки деталей из пространственных заготовок с креплением разъемной матрицы между запирающими конусами (а) и в цилиндрической обойме (б):
1 – разъемная матрица; 2 – запирающийДконус; 3 – уплотнительные кольца;4 – обойма; 5 – отражатель
На рис. 3.105 изображены схемы технологической оснастки для раздачи на конус осесимметричных деталей длиной L = 200 – 800 мм. Различие между схемами (а) и (б) заключаетсяИв характере перемещения торца заготовки, а в связи с этим и в конструкции уплотнения [18]. В схеме (а) торец заготовки имеет как осевое, так и радиальное перемещение. Первоначальное уплотнение торца создается путем поджатия к нему внутреннего бурта кольца 2 из полиуретана. В процессе раздачи верхняя часть заготовки передвигается по внутренней конической поверхности кольца 5 и одновременно поджимается к ней внутренним давлением. После окончания штамповки заготовка занимает положение, изображенное на рис. 3.105, а справа. По этой схеме можно изготовлять детали с минимальными технологическими припусками по высоте. Расстояния между отверстиями для выхода воздуха в этом случае
155
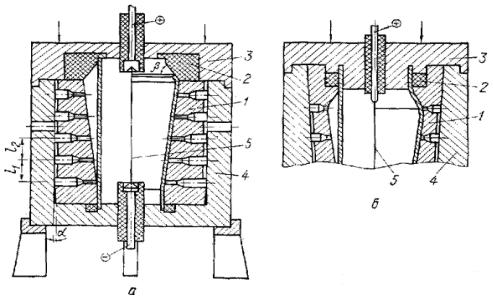
целесообразно назначать переменными. При штамповке по схеме (б) торец перемещается только в осевом направлении, а уплотнение достигается сжатием резинового или полиуретанового кольца 2 между матрицей 1 и крышкой 3. Недостаток этой схемы по сравнению со схемой (а) – значительное увеличение расхода
Сматериала, а преимущество – более надежное уплотнение при многоразрядной штамповке.
и
бАРис. 3.105. Схемы технологической оснастки для электрогидроимпульсной раздачи пространственныхДзаготовок с радиальным и осевым (а) и только осевым (б) перемещением торца заготовки: 1 – матрица; 2 – уплотнительные кольца; 3 – крышка; 4 – корпус; 5 – взрывающийся проводник
Исходными данными для составления технологического процесса ЭГИШ являются чертеж деталиИи технические возможности имеющихся электроимпульсных прессов.
На первом этапе разработки процесса необходимо установить форму и размеры заготовки. При штамповке деталей из плоских заготовок эта задача сводится к выбору их диаметра (или формы и размеров в плане), который может быть определен как сумма диаметра детали и величины припуска, необходимого для зажима и уплотнения фланца заготовки. При вытяжке деталей с утяжкой фланца следует учитывать величину его перемещения.
Более сложной задачей является выбор формы и размера пространственных заготовок, что во многом определяет схему
156
нагружения, |
количество |
одновременно выполняемых |
операций |
||||||||
(степень их совмещения), а также качество получаемых деталей. |
|
||||||||||
Вторым этапом разработки технологического процесса является |
|||||||||||
установление количества и вида переходов. Он осуществляется в тех |
|||||||||||
случаях, когда невозможно выполнить все операции за одну |
|||||||||||
С |
|
|
|
|
|
|
|
|
|||
установку детали. При разбивке операций по переходам следует |
|||||||||||
обращать внимание на то, чтобы заготовка могла быть использована |
|||||||||||
на каждом |
последующем переходе, в частности, чтобы |
||||||||||
обеспеч валась возможность надежного уплотнения ее торцов. |
При |
||||||||||
отжиг |
|
|
|
|
|
|
|||||
большой степени деформации на каком-либо переходе сильно |
|||||||||||
упрочняемых матер алов необходимо осуществлять промежуточный |
|||||||||||
|
перед каждым последующим переходом. Разделительные |
||||||||||
операц |
|
желательно |
выполнять |
на |
последнем |
переходе, |
за |
||||
|
|
выбор |
|
|
|
|
|
||||
исключен ем случаев, когда они производятся за несколько |
|||||||||||
установок заготовки. |
|
|
|
|
|
|
|
|
|||
Важным |
этапом |
разра отки |
|
технологического |
процесса |
||||||
является |
|
опт мальной схемы ЭГИШ для каждого перехода. |
|||||||||
|
|
|
А |
|
|
|
|||||
При этом следует установить зоны разряда относительно |
|||||||||||
деформируемых участков |
заготовки: |
|
определить |
форму канала |
|||||||
разряда и способ его формирования; выбрать типовые для каждой группы деталей конструкции разрядной камеры или разрядного устройства, максимально используя те, которые применяются на серийных электрогидроимпульсныхДпрессах. С целью снижения вспомогательного времени все переходы при штамповке одной детали по возможности надо выполнять с использованием одной разрядной камеры или разрядного устройства.
На третьем этапе производится расчетИпараметров штамповки: количества энергии и разрядов для каждого перехода, а также величины деформации заготовки в сравнении с допустимыми.
Схема ЭГИШ определяется расположением зоны разряда относительно заготовки, формой его канала и конструкцией разрядной камеры или разрядного устройства. По способу формирования канала разряда все камеры можно разделить на два вида: без инициатора с использованием электрического пробоя жидкости и с инициатором с применением в качестве инициирующего элемента взрывающихся проводников, струй электропроводящей жидкости, нити с электропроводящим покрытием, радиоактивного излучения, луча лазера и т.д.
157
Однако форма и размеры разрядной камеры или разрядного |
|||
устройства определяются в основном размерами и формой |
|||
деформируемой заготовки, а также механическими свойствами |
|||
материала, из которого она изготовлена. Взяв эти признаки за |
|||
критерий классификации, разрядные камеры и разрядные устройства |
|||
С |
|
|
|
можно разбить на две группы: для штамповки деталей из |
|||
пространственных заготовок и для штамповки деталей из плоских |
|||
заготовок. Все пространственные заготовки целесообразно разделить |
|||
на следующ е группы, в основном определяющие конструкции |
|||
длинные |
|
|
|
разрядных камер |
устройств: 1-я группа – в зависимости от формы |
||
заготовки: с дном |
без дна; 2-я |
группа – в |
зависимости от |
геометр ческ х размеров: по длине |
– короткие |
(L < 200 мм) и |
|
(L > 200 мм); по диаметру (или наибольшему размеру в |
|||
бА |
|
||
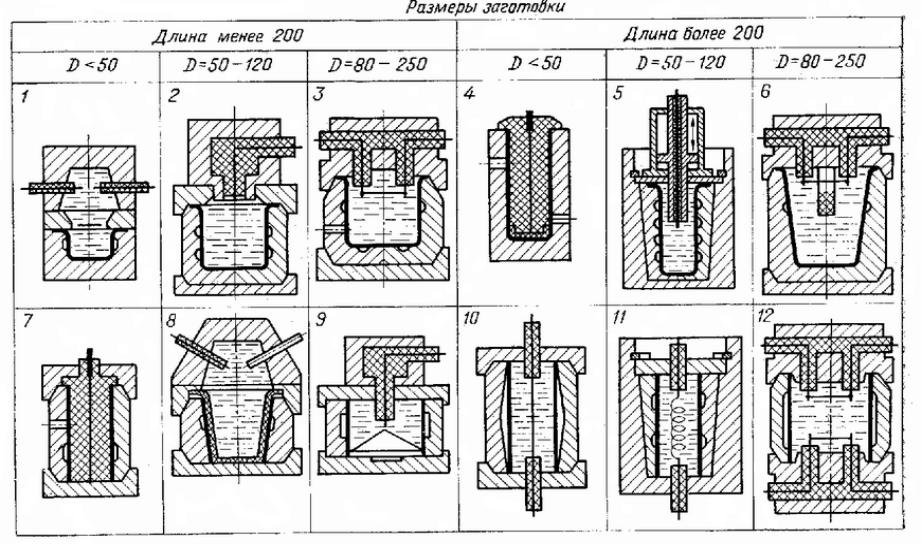
плане) – малого д аметра (D < 50 мм), среднего (D = 50 – 120 мм) и большого (D = 80 – 250 мм).
Схемы разрядных камер и устройств, рекомендуемые для ЭГИШ, представлены на рис. 3.106. На схемах 1 – 6 показаны разрядные камеры и устройства для штамповки деталей из заготовок с дном, а на схемах 7 – 12 показаны разрядные камеры без дна.
При D = 20 – 50 мм рекомендуются разрядные камеры с электродной системой (схема 1) или с коаксиальными электродами (схема 2). При D < 20 мм и незначительной потребной энергии, небольших степенях деформации можно использовать патрончики разового действия (схемы 4 и 7). При диаметрах заготовки D = 50 –120 мм наиболее целесообразна штамповка по схеме 2 или с применением разрядного устройства с параллельными электродами
(схема 3). Устройство (схема Д3) используется в основном при пробивке отверстий или при совмещении пробивки с формовкой и обрезкой по торцу.
Существенные отличия имеют схемы формообразования для изготовления деталей длиной L > 200 мм. Так как инициирование
И
разряда в жидкости вдоль оси заготовки с дном невозможно, для диаметров D > 50 мм приходится использовать локальное нагружение, осуществляемое по двум схемам. При D = 50 – 120 мм применяют коаксиальное разрядное устройство, положительный и отрицательный электроды которого выполнены подвижными и могут перемещаться вдоль оси заготовки (схема 5).
158
Си б А Д
Рис. 3.106. Классификация разрядных камер и устройств по формеИи размерам пространственных заготовок
159
Штамповка |
заготовок |
большого |
диаметра |
может |
|||||
производиться с помощью двух или более параллельных электродов |
|||||||||
в зависимости от длины детали |
(схема 6). При штамповке деталей с |
||||||||
L < 200 мм и D < 50 мм используют полиэтиленовые патрончики |
|||||||||
разового действия. |
|
|
|
|
|
|
|
||
С |
|
|
|
|
|
|
|
||
Перспективной является штамповка по схеме 8 с применением |
|||||||||
эластичной оболочки, прикрепленной к нижнему торцу разрядной |
|||||||||
камеры. Нал ч е эластичной оболочки позволяет избежать слива |
|||||||||
воды после окончан я штамповки каждой детали, что значительно |
|||||||||
различной |
труда, исключает |
возможность |
|||||||
повышает |
|
про звод тельность |
|||||||
попадан я ж дкости на стенки матрицы. |
|
|
|
|
|||||
Для увел чен я давления, действующего на внутреннюю |
|||||||||
поверхность |
пространственной |
заготовки, |
или |
создания |
|||||
|
бА |
|
|
|
|||||
определенного закона его распределения широко используются |
|||||||||
|
формы |
отражатели, |
устанавливаемые |
на |
дно |
матрицы |
|||
(схема 9). |
|
Разряд |
в этом случае |
может |
производиться внутри |
||||
заготовки между положительным электродом и отражателем.
При деформировании заготовок без дна длиной свыше 200 мм и диаметром до 50 мм в ольшинстве случаев необходимо инициирование заряда, например с помощью металлического проводника (схема 10). С целью приближения зоны взрыва проводника к стенке заготовки иногда применяют взрывающуюся проволочку, навитую по спиралиД(схема 11). Недостаток этой схемы в том, что она не позволяет автоматически заменять инициатор.
При штамповке по схеме 12 электроды устанавливаются с обоих торцов заготовки. Это уменьшает консольный вылет электродов и увеличивает их механическую прочностьИ.
Предложенная классификация позволяет технологу по известным форме и размерам пространственной заготовки ориентировочно выбрать те или иные конструкции разрядных камер и устройств, а также определить схему нагружения заготовки.
При штамповке деталей из плоских заготовок в основном применяют те же разрядные камеры, что и для пространственных заготовок. Исключение составляют крупногабаритные заготовки, для которых имеются специальные разрядные камеры.
Для каждого диапазона размеров плоских заготовок в плане и по толщине используются определенные схемы нагружения и соответствующие им конструкции разрядных камер. В зависимости
160