

Сваркой соединяют однородные и разнородные металлы и их
сплавы, металлы с некоторыми неметаллическими |
материалами |
||||
(керамикой, графитом, стеклом и др.), а также пластмассы. |
|
||||
Физическая сущность процесса сварки заключается в |
|||||
образовании прочных связей между атомами или молекулами на |
|||||
С |
|
|
|
|
|
соединяемых поверхностях заготовок. Для образования соединений |
|||||
необходимо выполнение следующих условий: освобождение |
|||||
свариваемых |
поверхностей |
от |
загрязнений, |
оксидов |
и |
адсорб рованных на них инородных атомов; энергетическая активаця поверхностных атомов, облегчающая их взаимодействие друг с другом; сбл жение свариваемых поверхностей на расстояния, сопостав мые с межатомным расстоянием в свариваемых заготовках.
Указанные услов я реализуются различными способами сварки
1.КбАтермическому классу относятся виды сварки, осуществляемые плавлением с Диспользованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая, термическая и др.).
2.К термомеханическому классу относятся виды сварки,
осуществляемые с использованием тепловойИэнергии и давления (контактная, диффузионная и др.).
3.К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Сущность процессов, происходящих при сварке: при термической сварке вначале происходит расплавление свариваемых кромок и возникает общая жидкая сварочная ванна. При удалении источника тепла (например, электрической дуги) эта ванна затвердевает и соединяет свариваемые заготовки.
При механической сварке происходит пластическая деформация соединяемых заготовок за счет приложения внешних сил. В процессе
233
бомбардировки электронами поверхности заготовки кинетическая энергия электронов переходит в тепловую и металл заготовки плавится.
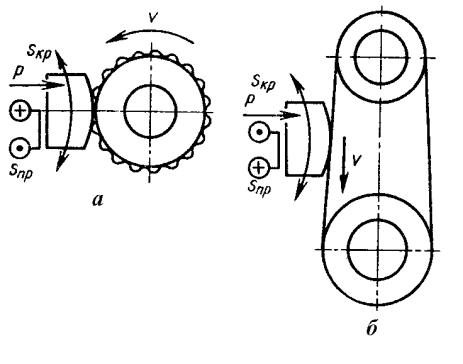
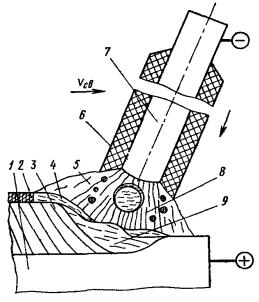
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В
процессе сварки покрытым электродом (рис. 5.1) дуга 8 горит между |
||||
стержнем электрода 7 и основным металлом 1. Стержень электрода |
||||
плавится, расплавленный металл каплями стекает в металлическую |
||||
ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя |
||||
газовую защ тную атмосферу 5 вокруг дуги и жидкую шлаковую |
||||
ванну 4 на поверхности расплавленного металла. Металлическая и |
||||
С |
о разуют сварочную |
ванну. |
По мере |
|
шлаковая |
ванны вместе |
|||
я дуги сварочная ванна затвердевает и формируется сварной |
||||
шов 3. Ж дк й шлак после остывания образует твердую корку 2. |
||||
движен |
|
|
||
|
бА |
|
||
|
|
Д |
||
|
Рис. 5.1. Схема процесса сварки |
|
|
|
|
металлическим покрытым электродом |
|
||
Область применения |
ручной дуговой сварки – соединение |
|||
заготовок |
короткими |
И |
||
и прерывистыми |
швами |
сложной |
||
конфигурации, когда трудно автоматизировать процесс. Ручной дуговой сваркой можно сваривать сталь, чугун, медь и медные сплавы, причем в любом пространственном положении (в том числе на стене, на потолке).
235

Ручной дуговой сваркой можно соединять заготовки следующим образом:
1. оединение встык без разделки кромок (рис. 5.2, а) для
заготовок толщиной S < 3 мм. |
|
||
2. |
оединение встык с V-образной разделкой кромок (рис. 5.2, б) |
||
С |
|
||
для заготовок толщиной S = 3 – 21 мм. |
|
||
3. |
оединение встык с X-образной разделкой кромок (рис. 5.2, в) |
||
для заготовок толщ ной S = 21 – 30 мм. Сварка такого соединения |
|||
требует доступа к нему с двух сторон. |
|
||
рис |
|
||
4. |
оед нен е угловое без разделки кромок (рис. 5.2, г) для |
||
заготовок толщ ной S < 8 мм. |
|
||
5. |
оед |
нен е угловое с V-о разной разделкой одной из кромок |
|
( . 5.2, д) |
для заготовок толщиной S = 8 – 26 мм. |
||
6. |
образной |
разделкой обоих кромок |
|
оед |
нен е угловое с V- |
||
(рис. 5.2, е) для заготовок толщиной S > 26 мм. |
|||
|
|
А |
|
|
|
Д |
|
|
|
|
И |
|
Рис. 5.2. Типы соединений заготовок ручной дуговой сваркой |
||
7.Соединение тавровое без разделки кромок (рис. 5.2, ж) для заготовок толщиной S < 6 мм.
8.Соединение тавровое с двухсторонней разделкой кромки (рис. 5.2, з) для заготовок толщиной S > 6 мм.
9.Соединение нахлесточное без разделки кромок (рис. 5.2, и) для заготовок толщиной S = 2 – 6 мм.
236
Электроды для ручной дуговой сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества.
Химический состав стержней электродов характеризуется
маркой сварочной проволоки. |
|
|
|
С |
|
|
|
Пример маркировки сварочной проволоки: Св08, Св08А, Св10, |
|||
в10А. Здесь двухзначная цифра означает содержание углерода в |
|||
сотых долях процента. Буква «А» означает пониженное содержание |
|||
вредных пр месей S P в стали. В марках сварочной проволоки |
|||
указывается содержан е легирующих элементов, например, для |
|||
сварки н зколег рованных сталей: Св10ГС, Св08Г2С, для сварки |
|||
высоколег рованных сталей: Св06Х19Н10М3Т, |
Св07Х25Н13. |
||
По своему назначению компоненты, |
входящие |
в состав |
|
покрыт |
газообразующие |
|
|
я электрода, разделяются на несколько групп: |
|
||
1) |
вещества-ста илизаторы (улучшающие стабильность |
||
горениядуги. Это вещества, имеющие низкий потенциал ионизации: |
|||
соединен я щелочных металлов – силикат натрия, кальцинированная |
|||
сода); |
А |
|
|
2) |
компоненты (защищающие |
сварочную |
|
ванну от контакта с атмосферой воздуха, то есть выделяющие при сгорании углекислый газ: крахмал, целлюлоза, древесная мука, мел, известняк);
3) шлакообразующие компоненты (защита шва образованием шлаковой корки, так как газообразующие компоненты защищают металл только в области дуги – полевой шпат, кремнезем SiO2);
4) раскислители (для удаления кислорода из металла сварочной
|
И |
ванны. Несмотря на все меры защиты, кислород все же попадает в |
|
жидкую ванну и при ее остыванииДобразуются трещины. Вещества, у |
|
которых сродство к кислороду больше, чем у железа: ферросплавы |
|
ферромарганец, ферросилиций, алюминий и др.); |
|
5) легирующие компоненты (для легирования металла шва); |
|
6) связующие вещества (для предотвращения осыпания |
|
покрытия – жидкое стекло и др.). |
|
Недостатки ручной сварки: |
низкая производительность; |
качество швов сильно зависит от квалификации сварщика; значительные потери металла (до 25%) за счет разбрызгивания и окисления.
237