

- •ВВЕДЕНИЕ
- •2. ОСНОВЫ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- •2.1. Теоретические основы производства отливок
- •2.2. Формовочные материалы
- •2.3. Литье в разовые песчано-глинистые формы
- •2.4. Разработка чертежей отливок
- •2.5. Определение размеров припусков на механическую обработку
- •2.6. Расчет литниковой системы
- •2.7. Литье под давлением
- •2.8. Кокильное литье
- •2.9. Центробежное литье
- •2.12. Литье по газифицируемым моделям
- •2.13. Литье по ледяным моделям
- •2.14. Особенности изготовления отливок из различных сплавов
- •3. ОСНОВЫ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ
- •3.1. Сущность процессов обработки материалов давлением
- •3.2. Процессы прокатки
- •3.3. Прессование металлов
- •3.4. Волочение
- •3.5. Процессы свободной ковки
- •3.6. Процессы точной объемной штамповки
- •3.6.1. Выбор методов и способов производства заготовок объемной штамповкой
- •3.6.2. Разработка технологии открытой объемной штамповки
- •3.6.3. Определение класса точности поковки
- •3.6.4. Определение группы стали
- •3.6.6. Определение исходного индекса
- •3.6.8. Определение допусков на размеры поковки
- •3.6.9. Разработка чертежа холодной поковки
- •3.6.10. Назначение напусков
- •3.6.11. Разработка чертежа горячей поковки
- •3.6.12. Определение размеров исходной заготовки
- •3.7. Горячая раскатка кольцевых заготовок
- •3.8. Штамповка на термических прессах
- •3.9. Процессы листовой штамповки
- •3.10. Штамповка бризантными взрывчатыми веществами
- •3.11. Штамповка горючими газовыми смесями
- •3.12. Магнитно-импульсная обработка металлов
- •3.13. Электрогидроимпульсная штамповка
- •4.1. Классификация металлорежущих станков
- •4.2. Особенности технологии резания материалов
- •4.4. Способы и инструмент обработки отверстий
- •4.5. Способы и инструмент обработки фрезерованием
- •4.6. Способы и инструмент для строгания поверхностей
- •4.7. Способы и инструмент обработки шлифованием
- •4.8. Отделочные методы обработки поверхностей
- •5.1. Сущность процессов сварки
- •5.2. Ручная дуговая сварка стали
- •5.3. Дуговая сварка под флюсом
- •5.4. Дуговая сварка в среде защитных газов
- •5.5. Газовая сварка
- •5.6. Контактная электрическая сварка
- •5.7. Свариваемость сталей
- •5.8. Специальные термические процессы при сварке
- •5.9. Пайка металлов
- •6.1. Общая характеристика неметаллических материалов
- •6.2. Основы технологии производства изделий из пластмасс
- •6.3. Основы технологии производства изделий из резины
- •6.4. Характеристика композиционных материалов
- •6.5. Механизмы упрочнения композиционных материалов
- •6.6. Назначение и характеристика порошковых, дисперсно-упрочненных композиционных материалов
- •6.7. Волокнистые композиционные материалы
- •7. ТЕХНОЛОГИИ И ОСНАСТКА ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ
- •7.1. Особенности холодной объемной штамповки
- •7.3. Способы формообразования, особенности технологии получения изделий стержневого типа, схемы инструмента
- •7.4. Штамповая оснастка для процессов выдавливания
- •7.5. Материалы инструмента для холодного деформирования
- •КОНТРОЛЬНЫЕ ВОПРОСЫ
- •Контрольные вопросы к разделу 1
- •Контрольные вопросы к разделу 2
- •Контрольные вопросы к разделу 3
- •Контрольные вопросы к разделу 4
- •Контрольные вопросы к разделу 5
- •Контрольные вопросы к разделу 6
- •Контрольные вопросы к разделу 7

СибАДИР с. 7.26. Переходы штамповки шарового пальца
7.4. Штамповая оснастка для процессов выдавливания
Выбор общей конструктивной схемы штампа для холодной объемной штамповки и введение отдельных элементов базируются на анализе общих и специфических требований к таким штампам и зависят от конкретного технологического назначения и вида используемого оборудования [29, 30, 31, 33, 34]. К специфическим требованиям относится прежде всего необходимость учета испытываемых ими больших сосредоточенных нагрузок от высоких удельных усилий формообразования.
При недостаточной жесткости системы «штамп–пресс» в ее элементах возникают значительные упругие деформации и, как следствие, возможно нарушение соосности инструмента и снижение его стойкости. Важными требованиями к конструкции штампов являются надежность простота узлов крепления и центрирования рабочих инструментов с обеспечением строгой их соосности.
Применение универсальных блоков позволяет отказаться от изготовления нескольких специальных штампов, сократить сроки подготовки производства [33]. Направляющими элементами являются четыре колонки и втулки, запрессованные соответственно в верхнюю 6 и промежуточную 8 плиты (рис.7.27). В промежуточную плиту 8 запрессован матрицедержатель 9 с конусной поверхностью
290
под наружный бандаж 10 матрицы 11. Промежуточная плита с опорой 12 притягивается к нижней плите 13 четырьмя болтами. Рабочее усилие передается только на плиту 13, не связанную с направляющими элементами и инструментом. Выталкиватель 15 с тягой 16 крепится к верхней плите планкой 14.
СибАДИРис. 7.27. Универсальный штамповый блок с промежуточной плитой [33]
На рис. 7.28 представлен штамп с двумя промежуточными плитами [33]. Пуансонный и матричный блоки крепятся соответственно в верхней 1 нижней 2 промежуточных плитах, связанных четырьмя колонками 3 и втулками 4. Постоянный контакт инструмента с гильзами 5 6 обеспечивается скреплением болтами 9 промежуточной плиты 1 с верхней опорной 8 и промежуточной плиты 2 с нижней опорной 7.
291
СибАДИРис. 7.28. Штамп с двумя промежуточными плитами
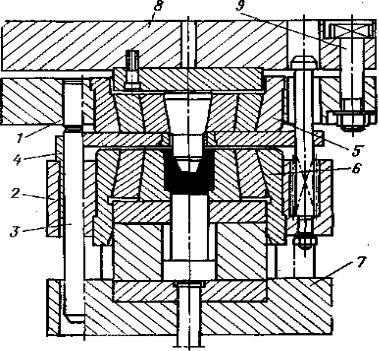
Штамп (рис. 7.29) предназначен для выдавливания деталей типа шестерен с внутренним зу ом из кольцевой заготовки, которая будучи одетой на оправку 8, продавливается пуансоном 5 в зазор между оправкой и матрицей 6.
Верхняя плита 4 штампа перемещается относительно нижней плиты 13 по колонкам 1 и втулкам 3. Пуансон 5 крепится к верхней плите при помощи конической втулки и гайки, а бандажированная матрица 6 закрепляется в углублении матрицедержателя 7 прихватами. Кольцевая заготовка надевается на верхнюю часть оправки 8. При ходе ползуна вниз заготовка продавливается пуансоном в зазор между матрицей оправкой. При этом оформляются контуры поковки. В конце второго хода ползуна вниз отштампованная деталь проталкивается последующей заготовкой по оправке и падает на склиз. В конце хода ползуна вверх срабатывает механизм выталкивания пресса. Движение толкателя 11 передается траверсе 10, которая движется вверх вместе со стержнями 12 по пазу, выполненному в опоре 9. Стержни поднимают бандажированную матрицу 6 и матрицедержатель 7. Поднимается и оправка 8, удерживаемая в матрице силами трения, возникающими в процессе выдавливания между матрицей,
292

деталью и оправкой. Между нижним торцом оправки и склизом открывается зазор, в который соскальзывает отштампованная деталь. Таким образом, проблема удаления изделия из штампа решается без применения специальных устройств. В исходное положение матрицедержатель, оправка и детали механизма выталкивания возвращаются пружинами 2.
СибАДИРис. 7.29 . Штамп для прямого выдавливания фасонных кольцевых деталей
На рис. 7.30 изображен штамп для прямого выдавливания накидных гаек, устанавливаемый на прессе, не имеющем нижнего выталкивающего устройства. Заготовка укладывается в цилиндрическое углубление съемника 9, подпружиненного пружинами 10 и находящегося над пуансоном 8. Положение съемника регулируется тягами 2. При ходе ползуна пресса вниз съемник отжимается обоймой 3, а заготовка, находясь на торце пуансона, накрывается шестигранной матрицей 5 оказывается зажатой в матрице между пуансоном и выталкивателем 4. При дальнейшем движении ползуна пресса вниз металл заготовки, деформируясь, течет в зазор между пуансоном и матрицей. На рисунке штамп показан в нижнем положении ползуна. При ходе вверх выдавленная гайка поднимается вместе с матрицей до тех пор, пока ее не вытолкнет выталкиватель 1. Иногда поковка остается на
293

пуансоне и снять ее можно при помощи тяга 2 и съемника 9. Матрица с натягом запрессована в бандажный блок 6, 7, 3. Шестигранная полость матрицы изготовляется выдавливанием и позволяет получать торец гайки с фаской.
СибАДИРис. 7.30. Штамп для прямого выдавливания накидных гаек
На рис. 7.31 показан штамп, особенность конструкции которого
– наличие соосных узлов выталкивателя и поджима оправки, размещенных в верхней плите хвостовике. Штамп предназначен для выдавливания горловины накидной гайки. Полуфабрикатом является стакан с многогранной наружной поверхностью, получаемый обратным выдавливанием из цилиндрической заготовки. При рабочем ходе матрицы 5 оправка 3 входит в полуфабрикат, прижимает его к пуансону 7 и предотвращает деформацию отверстия и дна. Усилие поджатия регулируется сжатием пружины 2 гайкой 1.
Для ориентирования полуфабриката и удержания его на пуансоне служит трафарет 6, верхняя плоскость которого в исходном
294
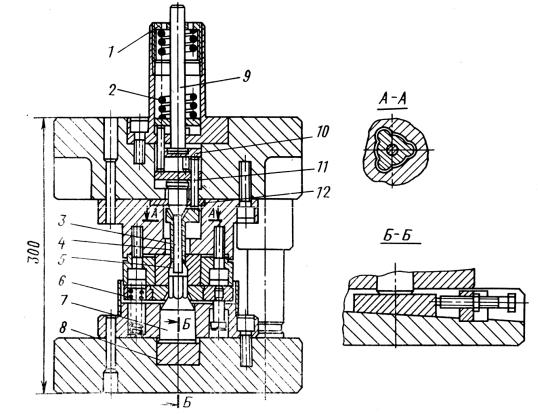
положении располагается выше торца пуансона. Сам пуансон после ориентировки относительно матрицы зажимается клином 8.
Удаление детали из матрицы и снятие ее с оправки осуществляются выталкивателем 4, усилие на который передается от планки выталкивателя ползуна через толкатель 9, пластину 10 и три
штифта 11. Оправка при этом удерживается пластиной 12. СибАДИШтамп можно использовать для штамповки накидных гаек
нескольк х т поразмеров. Достигается это заменой пуансона, матрицы, оправки, выталкивателя вставки трафарета.
Рис. 7.31. Штамп для выдавливания накидной гайки
Четырехкулачковый штамп для обжима квадрата на ручке оконной завертки представлен на рис. 7.32. Обжимаемая деталь 1 вводится в полость между кулачками 2 до упора 3, удерживаемого в крайнем правом положении пружиной 4. Выталкиватель 5, сжимая пружину 6, уходит влево. При движении ползуна вниз усилие Р передаётся на шток 7 коленно-рычажного механизма и далее через цилиндрическую опору – ползушке 8, в пазах которой размещены сходящиеся в радиальном направлении под действием усилия Q со
295
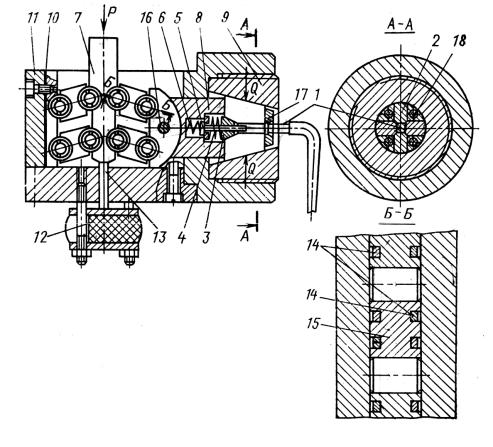
стороны стакана 9 кулачки 2. Упор при этом вытесняется влево кулачками. Неподвижной опорой рычажного преобразователя является стенка корпуса 11 и регулировочная пластина 10. Ползушка 8 возвращается в исходное положение при помощи резинового буфера 12 через штоки 7 и 13, кольца 14, сухари 15 и ось 16. Одновременно кулачки под действием упора 3 раздвигаются, и
СибАДИвыталкиватель 5 выбрасывает деталь в тару. Кулачки удерживаются от выпадан я з пазов ползушки крышкой 17, закрепленной винтами
18.
Рис.7.32. Штамп для радиального обжатия [33]
В штампе подобной конструкции можно формовать многогранники, изделия с канавками, производить клеймение, изменяя количество и форму кулачков.
Штампы различного назначения описаны в работах [30, 31, 33, 34].
296