

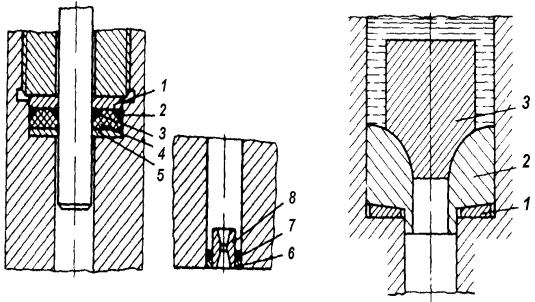
собой кольцевую прокладку 1, расположенную под матрицей 2. |
||
Особенность прокладки – постоянно увеличивающаяся толщина от |
||
внутренней кромки к наружной. Матрица имеет соответствующий |
||
уклон; по внутреннему и наружному диаметрам прокладки |
||
предусмотрены зазоры. Это гарантирует полную герметичность |
||
С |
|
|
уплотнения матрицы 2 при гидропрессовании заготовки 3. |
||
и |
|
|
бА |
||
а |
|
|
Рис. 3.31. Уплотнения пуансона (а) |
Рис. 3.32. Уплотнения |
|
и матрицы (б) |
Д |
|
|
матрицы (Япония) |
|
Необходимо отметить, что контейнеры являются наиболее нагруженными элементами гидропрессовых установок, так как
Волочение – технологический процессИпротягивания сплошной (пруток) или полой (труба) заготовки через отверстие инструмента
работают на растяжение.
3.4. Волочение
(волоку), сечение которого меньше |
сечения деформируемой |
заготовки. |
|
82

|
|
Рабочая часть инструмента имеет |
|
|
|
несколько зон (рис. 3.33): I – входная |
|
|
|
зона; II – деформирующая зона (угол |
|
|
|
конуса = 8 – 24°); III – калибрующий |
|
|
|
поясок; IV – выходной конус (угол |
|
|
|
около 45°). |
|
|
|
Волочение труб можно выполнять |
|
|
|
без оправки (для уменьшения внешнего |
|
Рис. 3.33. Рабочая часть |
диаметра, рис. 3.34, г) и с оправкой (для |
||
уменьшения внешнего диаметра |
и |
||
волоки |
|
толщины стенки). На рис. 3.34, а, |
б |
С |
|
труб на короткой удерживаемой оправке. |
|
показаны схемы |
|
||
В этом случае проф ль полученной трубы определяется зазором |
|||
между волокой |
оправкой. Недостатком этой схемы является то, |
||
волочения что дл на бАоправки ограничена. Полые заготовки неограниченной
длины подвергают волочению на самоустанавливающейся оправке
(рис. 3.34, в). Д
Рис. 3.34. Схемы волочения труб: на удерживаемойИоправке (а, б); на самоустанавливающейся оправке (в); свободное (г)
При волочении сплошных профилей (рис. 3.35) площадь поперечного сечения заготовки уменьшается, следовательно, длина (из условия постоянства объема при пластической деформации) увеличивается. Количественно деформацию, так же как и при
83

прокатке, можно характеризовать отношением полученной длины к исходной, т. е. вытяжкой .
Рис. 3.35. Примеры фасонных профилей, получаемых волочением
Вследств е того, что к заготовке при волочении приложено тянущее ус л е, в отверстии волоки (очаге деформации) и после
выхода з нее металл |
спытывает растягивающие напряжения. Если |
|
С |
котором действуют и сжимающие напряжения |
|
в очаге деформац , |
||
со стороны |
нструмента, металл пластически деформируется, то на |
|
выходящем |
з |
конце прутка пластическая деформация |
волоки недопуст мабА. В противном случае пруток искажается или
разрывается. Поэтому величина деформации за один проход ограничена, вытяжка о ычно равна = 1,25 – 1,45.
Напряжение растяжения, возникающее в выходящем из волоки конце прутка, должно ыть меньше предела упругости материала заготовки:
упр > (P/F),
где упр – предел упругости Дматериала заготовки; P – усилие волочения; F – площадь сечения профиля при выходе из волоки.
В случае несоблюдения этого условия возникающие напряжения могут привести к местному течению металла и изменению сечения заготовки. Поскольку тянущее усилие, приложенное к заготовке, необходимоИне только для деформирования металла, но и для преодоления сил трения металла об инструмент, силы трения стараются уменьшить применением смазок (парафин, воск, водные эмульсии минеральных масел и мыла, тавот, солидол).
Достоинства метода: высокая точность (до 7 квалитета, что соответствует точности при обработке резанием), малая шероховатость поверхности изделия, высокая прочность изделия (так как при холодной деформации металл упрочняется).
84
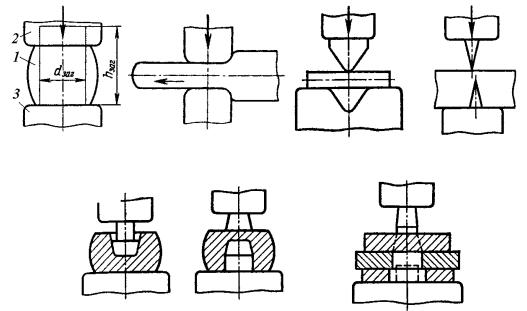
3.5. Процессы свободной ковки
Ковка – вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального
инструмента – бойков. |
|
С |
а) укладывают на нижний боек |
Нагретую заготовку 1 (рис. 3.36, |
|
3 и верхним бойком 2 последовательно деформируют отдельные ее |
|
участки. Металл свободно течет в стороны, не ограниченные рабоч ми поверхностями инструмента, в качестве которого применяют плоск е ли фигурные (вырезные) бойки, а также различный подкладной инструмент.
Ковкой получают заготовки для последующей механической
. Эти заготовки называют коваными поковками, или просто поковками.
Основной матер ал заготовок – стали, цветные металлы и |
||||
обработки |
|
|
||
сплавы. |
бА |
|
||
|
г |
|||
|
а |
б |
в |
|
|
|
|
Д |
|
|
|
д |
|
е |
Рис. 3.36. Схемы основных операций ковки а –Иосадка; б – протяжка; в – гибка; г – отрубка; д – двухсторонняя прошивка; е – сквозная прошивка
Ковка является единственно возможным способом изготовления тяжелых поковок (до 250 т) типа валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей, валков прокатных станов и т. д. В единичном и
85
мелкосерийном производствах ковка обычно экономически |
|||||||
целесообразна. Объясняется это тем, что при ковке используют |
|||||||
универсальный (пригодный для изготовления различных поковок) |
|||||||
инструмент. Исходными заготовками для ковки тяжелых крупных |
|||||||
поковок служат слитки массой до 320 т. Поковки средней и малой |
|||||||
С |
|
|
|
|
|||
массы изготовляют из блюмов и сортового проката квадратного, |
|||||||
круглого или прямоугольного сечений. |
|
|
|
||||
|
К основным операциям ковки относятся осадка, протяжка, |
||||||
отрубка, г бка |
прош вка (рис. 3.36). |
|
|
|
|||
части |
|
|
|
|
|||
|
Осадка |
(р с. 3.36, а) – операция уменьшения высоты заготовки |
|||||
при увел чен |
|
площади ее поперечного сечения. |
|
|
|||
|
Протяжка (р с. 3.36, |
) – операция удлинения заготовки или |
|||||
ее |
за счет уменьшения площади поперечного сечения. |
|
|||||
|
бА |
|
|
||||
|
Г бка (р |
с. 3.36, в) – операция придания заготовке изогнутой |
|||||
формы по заданному контуру. |
|
|
|
||||
|
Отрубка (р с. 3.36, г) – операция отделения части заготовки по |
||||||
незамкнутому |
контуру |
путем |
внедрения |
в |
заготовку |
||
деформирующего инструмента – топора. |
|
|
|||||
|
Прошивка (рис. 3.36, д, е) – операция получения полостей в |
||||||
заготовке за счет вытеснения металла. Прошивкой можно получить |
|||||||
сквозное отверстие или углу ление (глухая прошивка). |
|
||||||
|
Ковку |
выполняют |
на ковочных молотах (машины |
||||
|
|
|
|
Д |
|||
динамического, ударного действия) и ковочных гидравлических |
|||||||
прессах, рис. 3.37 (машины статического действия). |
|
|
|||||
|
|
|
|
|
И |
||
86

С |
|
|
и |
|
|
Рис. 3.37. Протяжка длинной заготовки на гидравлическом ковочном прессе |
||
|
с нижним расположением цилиндров и рельсовым манипулятором |
|
На |
рис. 3.38 представлен процесс |
ковки заготовки детали |
«кривошип» [17]. Ее куют из блюма 200х200х564 мм (а) с одного |
||
нагрева |
до ковочной температуры |
(примерно 1200 ºС). |
|
бА |
|
Последовательно выполняются переходы: осадка и протяжка на |
||
сечение 332х180 мм (б); наметка и прожим (получение углубления) с |
||
двух сторон (в, г); протяжка короткого конца на прямоугольник |
||
140х180 мм (д); прожим после кантовки на 90 (е) и протяжка |
||
сначала на прямоугольник 125х125Дмм (ж), а затем на круг диаметром |
||
125 мм (з); ковка второго конца детали в той же последовательности |
||
(к – н), что и первого. |
И |
|
|
|
|
87