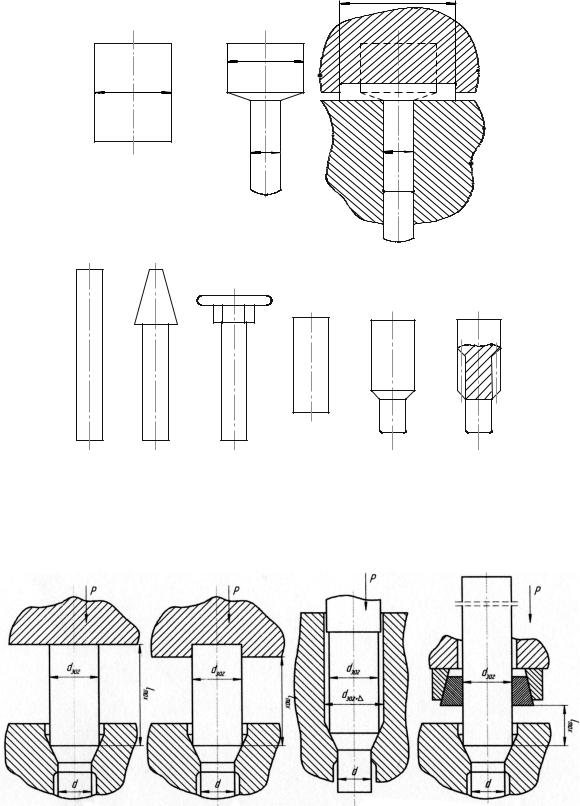
При штамповке изделий с головкой простой формы основной операцией является высадка, т.е. осадка части заготовки, не защемленной в матрице. Набор металла может производиться в пуансоне, пуансоне и матрице, только в матрице (рис. 7.17).
Если отношение |
lВ |
(1,7–2,5) d, то высадка головки |
С |
|
|
осуществляется за один переход. |
||
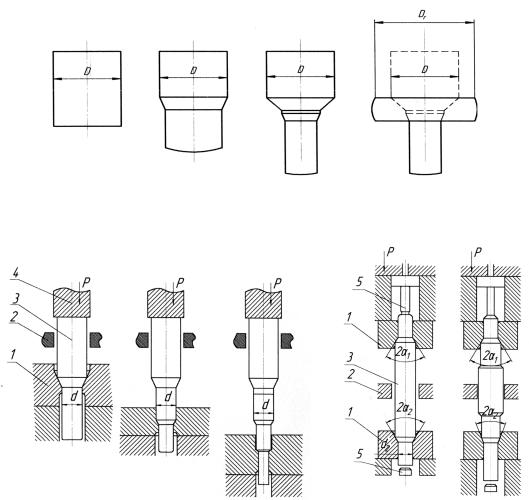
Когда отношение |
lв / d |
больше 2,5, то высадку ведут в два, три |
и более переходов. Переходы штамповки, предшествующие окончательным, называются подготовительными. Набор металла на этих переходах про зводится в конические полости (рис. 7.18), на первом переходе часть заготовки сверх 2,5d защемляется в пуансоне.
Форма |
соотношен я |
размеров приведены на рис. 7.18, а. На |
||||||
последующ х переходах нео ходимо конструировать коническую |
||||||||
полость так, что ы |
|
|
её среднего диаметра к глубине не |
|||||
превышало 2,5. Размер |
hКОН |
|
полости |
определяется из равенства |
||||
отношение |
|
|
|
Г и объемов конической |
||||
объема высаж ваемой части заготовки VЗ |
||||||||
VКОН |
и ц |
л ндр ческой VЦИЛ частей полости |
(рис. 7.18, б): |
|||||
|
|
|
VЦИЛ VКОН |
VЗ Г , |
|
|||
где |
VЦИЛ |
/4 n dК2 ; VКОН |
/4 |
hКОН |
dК2 |
dК |
d d2 ; VЗАГ /4 d2 lВ . |
|
|
|
бА |
||||||
|
|
|
|
|
Д |
|||
|
|
а |
б |
|
|
|
в |
г |
|
|
Рис. 7.17. Схемы процессов высадки: |
плоским пуансоном (а), |
|||||
|
|
с набором металла в полость пуансона (б), в полости |
||||||
|
|
|
|
|
|
|
|
И |
|
|
матрицы и пуансона (в), в полость матрицы (г) |
||||||
285
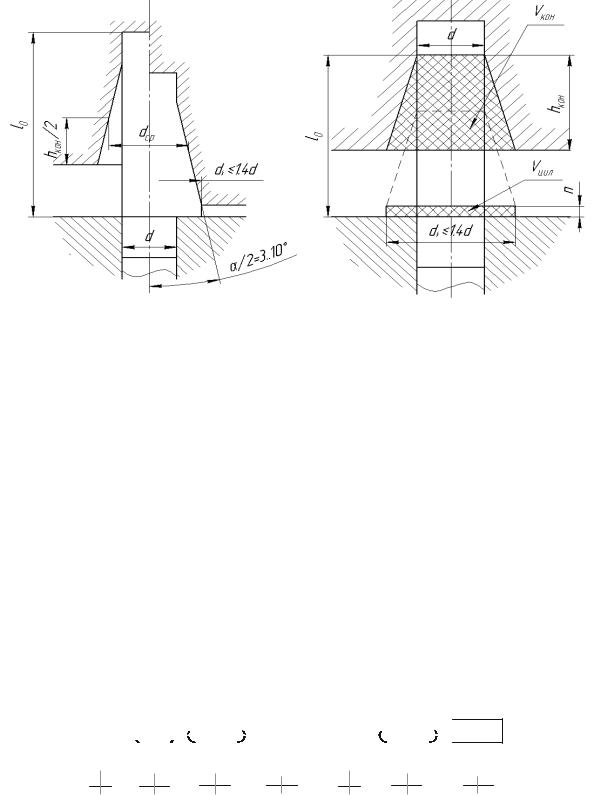
СРис
. 7.18. Констру рование на орных переходов: а – цилиндроконическая полость в пуансоне; – схема к расчету размеров полости
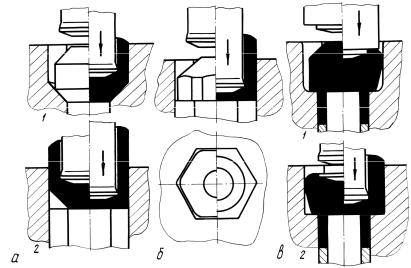
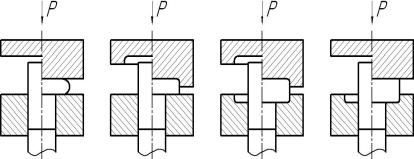
Технолог ческ е переходы высадки и выдавливания различных изделий показаны на рис. 7.19 – 7.22. Для уменьшения диаметра стержневой части изделий (штамповка ступенчатых деталей или
подготовка |
стержневой |
части) |
используется |
операция |
||
редуцирования, |
заключающаяся в |
одно- |
или |
многократном |
||
проталкивании |
обжимаемой |
Д |
||||
части |
стержня |
через |
|
коническую |
||
бАа б
матрицу с центральным углом не более 30º. На рис. 7.23 показаны способы проталкивания заготовок через коническую матрицу, которые определяют продольную устойчивость заготовки.











 И
И





 а б
а б
Рис. 7.19. Технологические переходы высадки с набором металла в конический пуансон (а) и в полость подвижного пуансона (б)
286