

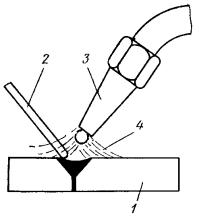
образом, контактная сварка относится к термомеханическому классу сварки.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты
выделяется в месте сварочного |
контакта. |
Поверхности стыка даже |
|||||||||
после тщательной обработки заготовки соприкасаются только в |
|||||||||||
отдельных точках (рис. 5.9). |
|
|
|
|
|
|
|
|
|||
В связи с эт |
м действительное сечение металла, |
через которое |
|||||||||
проход т ток, резко уменьшается. Кроме того, на поверхности |
|||||||||||
свариваемого металла имеются пленки оксидов и загрязнения с |
|||||||||||
малой электропроводимостью, которые также увеличивают |
|||||||||||
С |
|
|
|
|
|
|
|
|
|
|
|
электросопрот влен е контакта. В результате в точках контакта |
|||||||||||
металл |
нагревается |
до |
термопластического |
состояния или |
|||||||
оплавлен я. |
непрерывном |
сдавливании |
нагретых |
заготовок |
|||||||
образуются новые точки соприкосновения, т. е. сварка деталей. |
|||||||||||
При |
|
|
|
|
|
|
|
|
|||
|
|
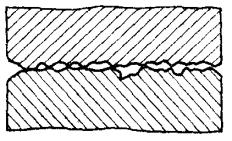
Рис. 5.9. Физический контакт |
|
|
|
|
|||||
|
бА |
|
|
|
|||||||
Контактную |
сварку классифицируют |
по |
типу |
сварного |
|||||||
соединения, определяющего |
вид сварочной |
машины: |
стыковую, |
||||||||
точечную и шовную. |
|
|
|
|
|
|
|
|
|
||
Стыковая сварка |
– разновидность контактной сварки, при |
||||||||||
которой |
заготовки |
|
Д |
||||||||
свариваются |
по |
всей |
поверхности |
||||||||
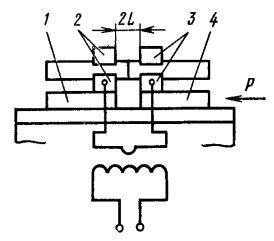
соприкосновения. И Свариваемые заготовки закрепляют в зажимах стыковой
машины (рис. 5.10). Зажим 3 установлен на подвижной плите 4, перемещающейся в направляющих, зажим 2 укреплен на неподвижной плите 1. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия Р, развиваемого механизмом осадки.
245
Для правильного формирования сварного соединения необходимо, чтобы процесс протекал в определенной последовательности. Совместное графическое изображение тока и давления, изменяющихся в процессе сварки, называют циклограммой
сварки. |
|
|
|
|
|
|
|
С |
сварку |
с |
|
||||
тыковую |
|
|
|||||
разогревом стыка до пластического |
|
||||||
состоян я |
последующей осадкой |
|
|||||
называют сваркой сопротивлением, |
|
||||||
соединяют |
|
|
|||||
а при разогреве торцов заготовок до |
|
||||||
оплавлен я |
последующей осадкой |
|
|||||
– сваркой оплавлен ем. |
|
|
|
||||
варкой |
|
сопротивлением |
|
||||
|
больших |
|
|||||
|
|
|
заготовки |
из |
|
||
низкоуглерод |
стых, |
низколеги- |
|
||||
рованных конструкц онных сталей, |
|
||||||
алюмин евых |
|
медные сплавов |
|
||||
малого сечения |
|
А |
|||||
(до 100 |
мм2), |
так |
Рис. 5.10. Схема контактной |
||||
как при |
|
|
|
сечениях нагрев |
стыковой сварки |
||
будет неравномерным.
При стыковой сварке с оплавлением детали закрепляют в зажимах машины с зазором, затем подключают электрическое напряжение. После этого детали сближают и в отдельных точках их контакта проходит электрический ток высокой плотности. Зона
соединения деталей при этом расплавляется. |
|
|
||||
Наиболее распространенными |
изделиями, изготовляемыми |
|||||
|
|
|
|
И |
||
стыковой сваркой, являются элементы трубчатых конструкций, |
||||||
колеса и кольца, инструмент, рельсыД, железобетонная арматура. |
||||||
Точечная сварка – разновидность контактной сварки, при |
||||||
которой |
соединяемые |
детали свариваются |
поверхностями их |
|||
касания в |
точках (зонах), сжатых электродами. При точечной сварке |
|||||
заготовки собирают внахлестку и зажимают с усилием Р между |
||||||
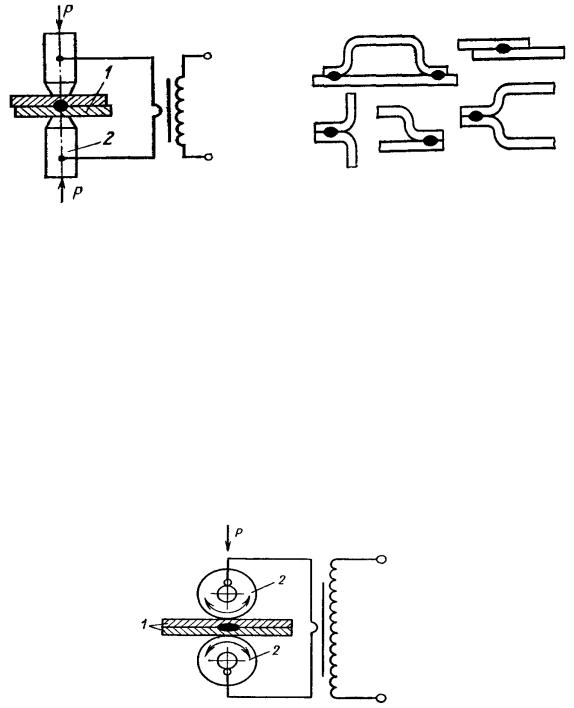
двумя электродами, подводящими ток к месту сварки (рис. 5.11). |
||||||
Соприкасающиеся |
с |
медными |
электродами |
поверхности |
||
свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжают до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка. Некоторые
246
типы сварных соединений, выполняемых точечной сваркой, |
|
показаны на рис. 5.12. Точечную сварку применяют для |
|
изготовления изделий из низкоуглеродистых, углеродистых, |
|
низколегированных и высоколегированных сталей, алюминиевых и |
|
медных сплавов. Толщина свариваемых металлов составляет 0,5 – 5,0 |
|
С |
|
мм. |
|
и |
|
бА |
|
|
Рис. 5.12. Типы сварных |
Р с. 5.11. Схема |
соединений точечной сварки |
контактной точечной сварки: |
|
1– листы металла; 2 – электрод |
|
Шовная (роликовая) сварка – разновидность контактной сварки, при которой между свариваемыми деталями образуется непрерывный шов путем непрерывногоДили прерывистого пропускания тока между вращающимися роликами. В процессе шовной сварки листовые заготовки 1 соединяют внахлестку, зажимают между электродами 2 (рис. 5.13) и пропускают ток. При движении роликов 2 по заготовкам 1 образуются перекрывающие друг друга сварные точки, в результате чего получается сплошной
герметичный шов. |
И |
|
Рис. 5. 13. Схема установки шовной сварки
247