

|
P |
|
|
P |
P |
|
|
|
|
|
|
|
а |
|
|
б |
в |
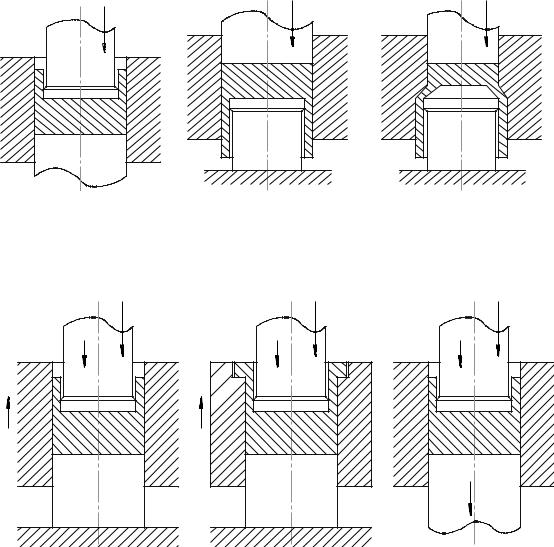
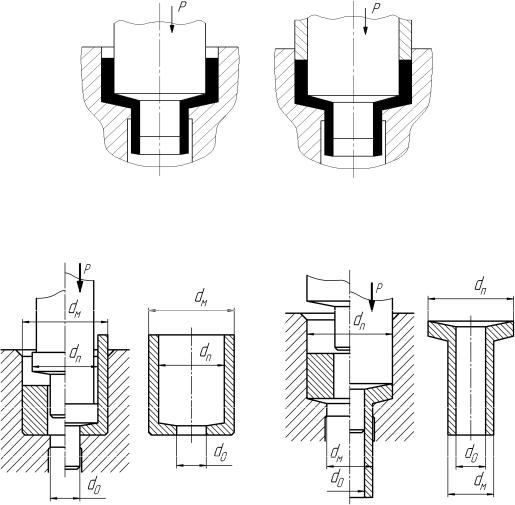
Рис. 7.1. |
пособы выдавл вания полых изделий: а – обратное выдавливание; |
||||
С |
|
; в – выдавливание по способу Куноги |
|||
б – прямое выдавл |
|||||
|
P |
|
|
P |
P |
|
V0 |
|
|
V0 |
V0 |
вание |
|
|
|||
V1 |
|
|
V1 |
|
|
|
бА |
V1 |
|||
|
в |
||||
|
а |
|
|
б |
|
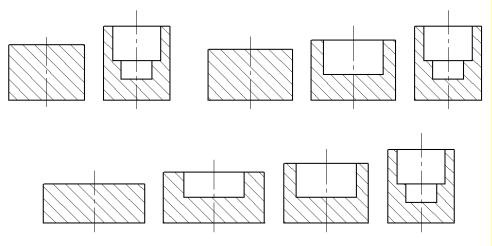
Рис. 7.2. Способы дифференцированного обратного выдавливания полых |
|||||
|
|
|
|
изделий |
|
|
|
|
|
Д |
|
Эти основные операции применяются в том случае, когда |
|||||
расчетная степень инструмента и деформации меньше или равна |
|||||
предельной ( расч |
εпред) и, кроме того, если выполняется условие |
||||
соответствия отношения lп/dп удельным усилиям p (табл. 7.1). Такие |
|||||
нормы должны выполняться и для любых другихИпроцессов ХОШ. |
|||||
Удельные усилия выдавливания изделий с многогранной |
|||||
наружной или внутренней поверхностями зависят от ε и количества |
|||||
граней. Увеличение периметра (уменьшение числа сторон) приводит |
|||||
к повышению удельных усилий на 10 – 15% [29]. |
|
||||
276
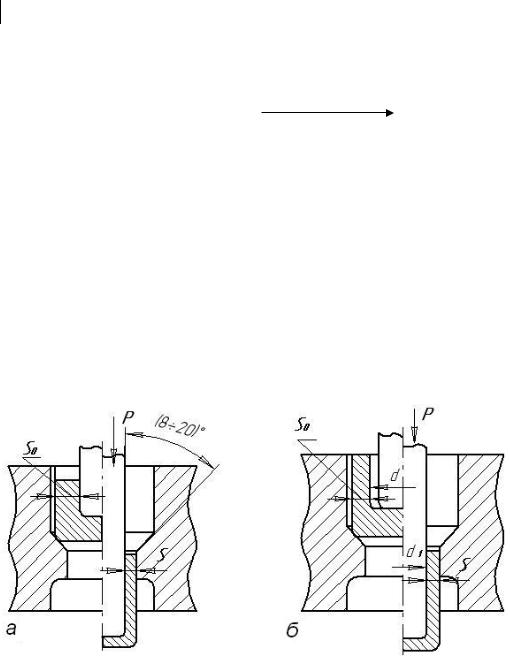
Таблица 7 .1
Рекомендованные lп/dп при деформировании различных материалов
|
р, |
|
600 |
|
800 |
|
1000 |
|
1400 |
|
1800 |
|
|
2000 |
2200 |
2400 |
||
|
МПа |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
lп/dп |
|
≤ 8,0 |
|
|
≤ 6,0 |
|
≤ 4,0 |
|
≤ 3,0 |
|
≤ 2,5 |
|
≤ 2,0 |
≤ 1,5 |
|
≤ 1,0 |
|
С |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
Al (чистый) |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
Медь, Al (сплавы) |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
латунь |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
|
|
|
|
||
|
технологии |
|
|
|
|
|
|
|
|
|
||||||||
|
Увеличен е прочности материала |
|
|
|
|
|
|
|
|
|
||||||||
|
|
В случаях, когда εрасч > εпред; при необходимости калибровки |
||||||||||||||||
|
изделия по д аметру; для дополнительного повышения стойкости |
|||||||||||||||||
|
|
|
бА |
|
|
|
||||||||||||
|
инструмента (с учетом того, что при |
ε = 40 – 45% удельные усилия |
||||||||||||||||
|
основной операц м нимальны); при штамповке изделий с длиной |
|||||||||||||||||
|
до 10 д аметров в |
|
|
|
вводятся дополнительные переходы |
|||||||||||||
|
штамповки с операц ями вытяжки с утонением стенки (рис. 7.3) |
|||||||||||||||||
[29], |
|
дорнован я, |
ротационного |
выдавливания, |
совмещения |
|||||||||||||
обратного выдавливания и вытяжки с утонением стенки. Вытяжка с утонением стенки производится через конические матрицы с углом наклона образующей к оси от 8 до 20º.
Д И
Рис. 7.3. Способы вытяжки с утонением стенки: а – с уменьшением S; б – с уменьшением S и d
При выдавливании изделий типа «стакан со ступенчатой полостью» используются те же операции, что и при выдавливании
277
стаканов. Однако есть особенности, которые определяются соотношениями размеров ступеней.
Например, при попытке выдавливания изделия за один переход |
||
(рис. 7.4, а) ступенчатым пуансоном, когда отношение диаметров |
||
полостей больше 1,3 – 1,5, наблюдается дефект в виде складок на |
||
С |
|
|
стенках. Для получения качественного изделия выполняют |
||
последовательно две операции обратного выдавливания (рис. 7.4, б). |
||
Если расчетная степень деформации на первом переходе превышает |
||
допуст мую, то увел ч |
вают диаметр заготовки и вводят переход, на |
|
полости |
||
котором стенка полуфабриката утоняется. Тогда технологическая |
||
схема штамповки выглядит, как на рис. 7.4, в. Если глубина нижней |
||
меньше 0,3 dn, |
а отношение диаметров полостей меньше |
|
1,3, то выдавл ван е можно производить за один переход. |
||
|
бАб |
|
|
спользован ем операций прямого, обратного и |
|
комбин рованного выдавливания, вытяжки с утонением стенки |
||
изготавл вают здел я |
типа «стакан со сплошным или полым |
|
отростком», втулок с наружным или внутренним фланцем [29]. |
||
а |
|
Д |
|
|
|
в
Рис.7.4. Выдавливание стаканов со ступенчатой полостью: а – за один переход; |
|
б – за два перехода; в – с введением перехода «вытяжка с утонением стенки» |
|
Например, |
при изготовлении изделийИтипа «стакан с |
наружным отростком» возможны такие варианты технологий: |
|
- если диаметр полости больше диаметра отростка, то |
|
возможно комбинированное выдавливание детали из сплошной |
|
заготовки |
(рис. 7.5, а). Если при этом отросток получится |
короче, чем требуется, то следует производить последовательное
278
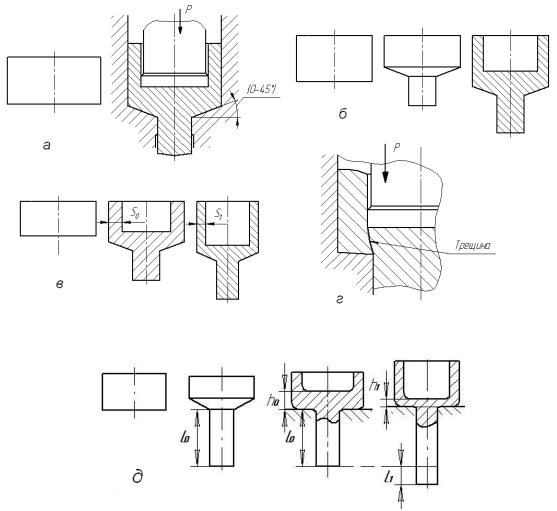
формирование (рис. 7.5,б) сначала стержня, а затем полой части.
Возможно |
комбинированное выдавливание с последующей |
вытяжкой с утонением стенки (рис. 7.5, в). Удельное усилие на |
|
основном переходе меньше на 20–30%, чем при «простых» |
|
операциях; |
|
С |
|
- если диаметр полости примерно равен диаметру отростка, то |
|
возможен чистый сдвиг в донной части (рис. 7.5, г). В этом случае |
|
следует раздельно формировать отросток и полую часть (рис. 7.5, д). |
|
« таканы с полым отростком» выдавливают по комбинированной
стечение |
|
схеме з кольцевых заготовок (рис. 7.6, а), если при этом получаются |
|
соответствующ е чертежу размеры стакана и отростка. В противном |
|
случае огран ч вают |
металла вверх (рис. 7.6, б). |
бА |
|
|
Д |
|
И |
Рис.7.5. Варианты технологий выдавливания изделия «стакан с наружным отростком»
279
Типовые схемы штамповки «стаканов» с отверстием в дне и трубок с фланцем представлены на рис.7.7, а, б.
С |
|
б |
Р с. 7.6. |
|
схем выдавливания «стаканов» |
|
с полым отростком |
|
Варианты |
|
|
бА |
||
а |
|
б |
Рис. 7.7. Схемы выдавливания «стакана» с отверстием в дне (а) |
||
|
и трубки с фланцем (б) |
|
|
|
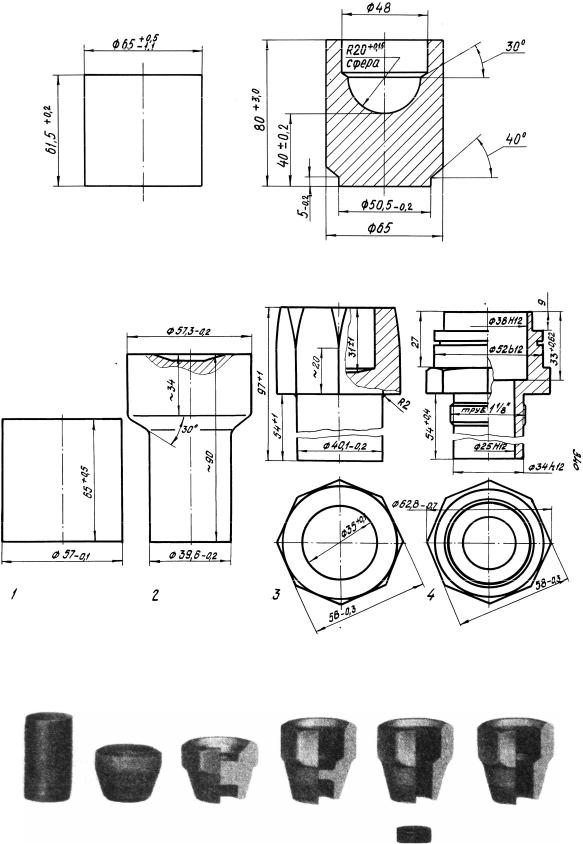
Д |
На рис. 7.8 представлены варианты технологийИвыдавливания детали со сферической полостью из стали 35. Варианты а, в и г требуют больших удельных усилий. При комбинированном выдавливании удельные усилия значительно меньше, стойкость инструмента выше, но существует сложность в подборе размеров заготовки (рис. 7.8, б). Если же оптимальные соотношения размеров определены, то получается поковка (рис. 7.9), требующая только расточки отверстия и оформления фасок. Заготовка изготовлена из трубы 48 с толщиной стенки 6 мм [29].
280
С |
а |
б |
и |
||
Р с. 7.8. Вар анты технологий выдавливания изделия |
||
|
|
со сферической полостью |
бА |
||
|
в |
г |
Рис. 7.8. Варианты технологий выдавливания изделия |
||
|
|
Д |
|
|
со сферической полостью |
|
|
И |
Рис. 7.9. Технология выдавливания детали «вкладыш»
281
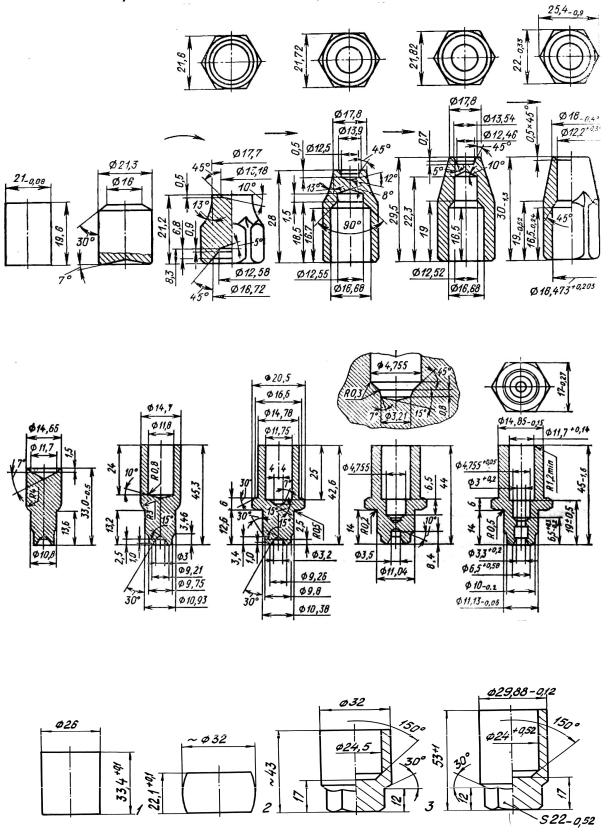
На рис. 7.10 – 7.15 показаны технологические переходы выдавливания деталей сложной формы.
Си Р с. 7.10.бАПереходы холодного выдавливания детали «штуцер» [31]
Д
Рис. 7.11. Переходы холодного выдавливания деталиИ«корпус свечи» [31]
Рис. 7.12. Технологические переходы выдавливания детали «крышка»
282
С |
|
Технология |
|
Р с. 7.13. |
выдавливания детали «головка плунжера» |
бА |
|
|
Д |
|
И |
Рис. 7.14. Технологические переходы выдавливания детали «корпус» [29]
Рис. 7.15. Технологические переходы выдавливания детали «корпус» [31]
283