

где С – коэффициент, характеризующий конкретные условия обработки; К – общий поправочный коэффициент, учитывающий отличные от табличных условия резания; T – стойкость фрезы, мин; D – диаметр фрезы; z – число зубьев фрезы. Значения показателей степени x, y, m, u, p, q и коэффициентов приводятся в справочниках.
СПроизводительность обработки Q и время изготовления одной
детали Tшт при фрезеровании определяются так же, как для нормирован я токарной операции.
Отл ч е состо т лишь в том, что основное технологическое время To (время, которое тратится непосредственно на срезание
припуска) при фрезеровании определяется зависимостью
T |
|
L |
i, |
|
|
|
|
|
|||
о |
|
Sм |
|
|
|
где i – ч сло проходов; Sм – минутная подача заготовки; L – |
|||||
расчетнаяоткидл на о ра за один проход, |
|
||||
L=l+l1+l2, |
|
|
|||
здесь l – длина о ра атываемой заготовки; l1 |
– длина врезки; |
||||
l2 – длина выхода фрезы. |
|
|
|
|
|
4.6. Способы и инструмент для строгания поверхностей |
|||||
|
Д |
||||
СтроганиебАприменяется при обработке плоских и фасонных |
|||||
линейчатых поверхностей и различных канавок в условиях |
|||||
единичного и мелкосерийного производства. |
|
||||
резцов. |
|
|
|
Инструмент |
|
Главное движение V при строгании – возвратно-поступательное |
|||||
прямолинейное, а движение подачи S – шагообразное, направленное |
|||||
перпендикулярно главному движению (рис. 4.64). Обработку |
|||||
выполняют на строгальных станках. |
|
– строгальные |
|||
резцы, конструкция которых |
сходна с конструкцией токарных |
||||
Процесс резания при строгании имеет прерывистый характер, и срезание стружки происходит только при встречном относительном движении резца и заготовки. Во время обратного (вспомогательного) хода резец работу не производит. Врезание резца в заготовку в начале каждого рабочего хода сопровождается ударом. За время холостого хода резец остывает, поэтому при строгании в
210
большинстве случаев не применяются смазочно-охлаждающие жидкости. Ударные нагрузки на режущие кромки и циклический характер их нагрева существенно снижают стойкость резцов в сравнении с непрерывным резанием, поэтому строгание производят при умеренных скоростях резания. Головки и державки строгальных
Срезцов выполняют более массивными, чем у токарных.
и бАРис. 4.64. Схема строгания
Строгание производится на поперечно-строгальных (рис. 4.65) и продольно-строгальных станках.
Д И
Рис. 4.65. Станок поперечно-строгальный (а): 1 – станина; 2 – ползун; 3 – суппорт; 4 – направляющие поперечного перемещения стола 5; 6 – стойка-
опора; 7 – кулисный механизм; суппорт в сборе (б): 1 – основание; 2 – головка; 3 – винт подачи; 4 – головка поворотная; 5 – резцедержатель; 6 – гайка
211

На рис. 4.66 представлены резцы для выполнения основных видов работ: 1 – строгание вертикальных поверхностей; 2 – строгание фасонных поверхностей; 3 – строгание горизонтальных поверхностей; 4 – прорезка или отрезка; 5 – подрезка наклонных
поверхностей. |
|
|
С |
|
|
работки |
заготовок строганием: |
|
Р с. 4.66. Схемы о |
|
|
и1–5 – резцы; 6 – заготовка; 7 – стол строгального станка |
||
Строган е зу ьев шестерен, шпоночных пазов, отверстий с |
||
А |
||
огранкой и др. производится на одно - или двухстоечных долбежных |
||
станках (рис. 4.67, 4.68). |
|
|
|
Д |
|
|
|
И |
Рис. 4.67. Станок одностоечный: 1 – станина; 2,4 – ручные приводы продольной и поперечной подач
стола; 3 – ручной привод поворота стола; 5 – стол; 6 – заготовка; 7 – долбяк; 8 – резцедержатель; 9 – ползун
212

С |
|
заготовки |
|
Р с. 4.68. Станок дол ежный YK (М) 51250 с ЧПУ: |
|
бА |
|
д аметр |
2800 мм, модуль до 20 мм, |
ш рина венца колеса до 400 мм |
|
На р с. 4.69 представлены инструменты-долбяки насадного |
|
типа (в) с конусом Морзе (г). |
|
|
Д |
|
в |
|
И |
г
Рис. 4.69. Строгание зубьев шестерен [26]: а – долбяком;
б– гребенкой; в – долбяк насадной;
г– долбление зубьев внутреннего зацепления
213

При обработке заготовок на зубодолбежных станках используется метод обката, когда режущий инструмент 1 и заготовка 2 обкатываются подобно звеньям зубчатой передачи (рис. 4.69, а). Если заготовка была бы пластичной, то долбяк выдавил бы впадины. Для удаления металла с заготовки по всему контуру торца долбяка
Сзатачивают режущие кромки. Инструменту сообщают возвратнопоступательное движение, согласованное с вращением заготовки. Цилиндр ческ е колеса можно нарезать также режущей рейкой (рис. 4.69, б).
станкиВ современном производстве применяются универсальные долбежные , на которых можно получать зубья и пазы на внутренн х наружных поверхностях (рис. 4.70 – 4.72).
Рис. 4.70. О ра отка дол лением фасонных отверстий: а – глухих; б – сквозных; в – шпоночных пазов: г – шлицевых втулок [8]
а бАв г
Д а Иб
Рис. 4.71. Обработка долблением внутренних (а) и наружных (б) элементов деталей
Некоторые элементы деталей машин (шлицевые отверстия, шпоночные пазы, фасонные отверстия и др.) можно выполнить только с использованием протяжек (рис. 4.73 – 4.75). В некоторых
214
случаях целесообразно обрабатывать протягиванием наружные элементы (лыски, зубья шестерен, пазы, рифления). Протяжками обрабатывают все виды материалов, допускающих обработку резанием.
С |
|
и |
|
Образец |
детали |
Рис. 4.72. |
|
с фасонными элементами |
|
А |
|
Д |
|
а |
И |
б |
|
Рис. 4.73. Схемы внутреннего протягивания: а – протягивание в горизонтальном положении; б – протягивание сверху вниз; 1 – деталь; 2 – протяжка; 3 – срезаемые слои материала
Схемы наружного протягивания представлены на рис. 4.74. Непрерывное протягивание, например, осуществляется на конвейерных станках, когда протяжка закреплена неподвижно, а детали движутся непрерывно и прямолинейно (закрепленные на конвейерной ленте, цепи), (рис. 4.74, б). В других случаях заготовки закрепляется неподвижно (рис. 4.74, а, в), а протяжки перемещаются.
215

К прогрессивным технологиям строгания (протяжки) можно отнести фрезопротягивание и кругодиагональное протягивание [26].
Си бА Д
Рис. 4.74. Схемы наружного протягиванияИ:1 – заготовка; 2 – протяжка (инструмент); 3 – срезаемый слой материала
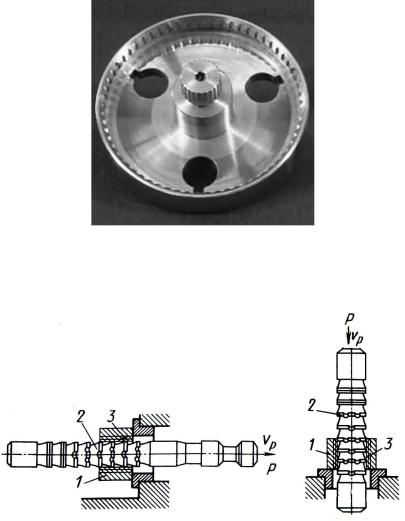
Фрезопротягивание [26] одной из впадин зубчатого колеса 2 осуществляется за один оборот диска 1, на периферии которого расположены блоки резцов для чернового и чистового резания (рис. 4.75). Диск вращается с равномерной угловой скоростью, заготовка перемещается из положения I в положение II, а затем в противоположном направлении из положения II в положение III и, наконец, в исходное положение I.
216

Р с. 4.75 (начало). Инструмент для фрезопротягивания
прямозубых |
косозубых зубчатых колес в циклах: |
α1 – черновое протягивание впадины; α2 – черновая |
|
С |
встречном фрезеровании; α3 – чистовая |
протяжка |
|
приобработка; α4 – чистовое протягивание при попутной бАподаче заготовки; α5 – поворот заготовки на один зуб
Кругод агональное протягивание [26] зубчатых колес производ тся устройством (рис. 4.75), которое состоит из корпуса 1 с закрепленными по его периферии режущими элементами 4.
Рис. 4.75 (окончание). ИнструментДкругодиагональногоИ протягивания зубчатых колес: 1 – корпус; 2 – ползун; 3 – заготовка; 4 – блок резцов чернового протягивания;
5 – блок резцов (на ползуне) чистовой протяжки
В процессе протягивания протяжка вращается с равномерной угловой скоростью и резцы 4 постепенно прорезают впадину зуба колеса периферийными кромками. Причем каждый последующий зуб располагается выше предыдущего. Чистовая протяжка производится резцами 5 ползуна 2, который перемещается специальным механизмом в сторону заготовки.
217