

2.7 Насосы для транспортирования отработанных
кислот и сточных вод
Обычно для транспортирования промывных вод с фазы стабилизации нитроэфиров на фазу обезвреживания и отработанных кислот на фазу разложения использовали воздушные эрлифты или самотечные трубопроводы. Это требовало строительства высоких зданий для соблюдения каскадного перетока или же использовать удачный рельеф местности. Эрлифты потребляли с большими расходами сжатый воздух, требовали заглубления аппарата, чтобы обеспечить нужную высоту подъёма транспортируемой жидкости. Например, для транспортирования промывных вод в здание обезвреживания эрлифт вынуждены были заглублять на глубину 16 м, до которой вода поступала по подземному трубопроводу с уклоном не менее 3 %.
Естественно, более привлекательным вариантом было при-менение насосов. Но известные конструкции насосов (поршневые, центробежные, вихревые и т.п.) были неприемлемыми по соображениям безопасности из-за наличия сальниковых узлов, куда могут проникать капельки нитроэфиров. При трении вала о сальник появляется возможность термического разложения и даже взрыва нитроэфиров. В заводской практике отмечен взрыв центробежного насоса при перекачке отработанной кислоты с производства нитроглицерина.
Для безопасного транспортирования подобных жидкостей разработана конструкция насоса тарельчатого типа, в основу которого заложен смесительный элемент центробежного промывного аппарата (рисунок 2.11).
Насос состоит из вращающегося корпуса 1, выполненного в виде тарели с отогнутыми вверх краями, крыльчатки 2, вращающейся заодно с корпусом. Имеется неподвижная отборная трубка 4, в заборной части которой установлено напорное устройство в виде соплового отверстия, кожуха 5 и станины 6. Корпус 1 установлен непосредственно на вал двигателя 3.
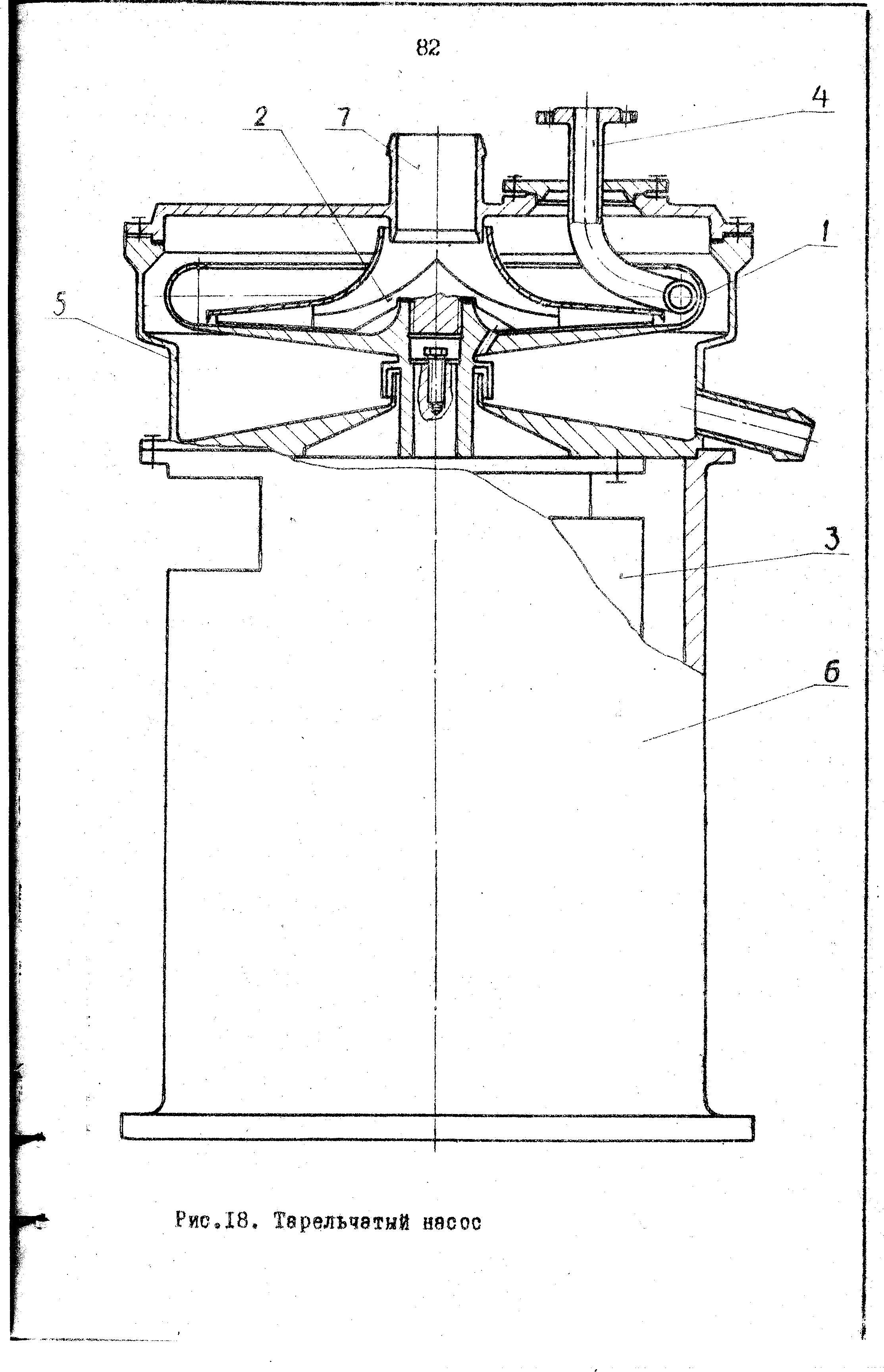
Рисунок 2.11 – Тарельчатый насос для транспортирования жидкостей
Принцип работы насоса основан на использовании скоростного напора вращающейся жидкости, который при входе жидкости в неподвижную отборную трубку превращается в напор статический.
Жидкость поступает через патрубок 7 в приёмную горловину крыльчатки 2, откуда по отверстиям поступает на поверхность вращающегося корпуса 1 и далее в карман, куда введена неподвижная отборная трубка 4.
Раскрученная жидкость при скорости порядка 50 м/с отбирается трубкой 4 и, проходя напорное устройство, где происходит повышение давления, поступает в линию нагнетания.
Разработано два вида насосов со следующими техническими характеристиками (таблица 2.10).
Таблица 2.10 – Технические характеристики насосов
|
Характеристика |
Насосы | |
|
1 |
2 | |
|
Производительность, м3/ч |
до 3 |
до 15 |
|
Развиваемый напор, мм вод. ст. |
до 40 |
40 |
|
Скорость вращения корпуса, об/мин |
3000 |
до 3000 |
|
Диаметр тарели, мм |
340 |
400 |
|
Диаметр напорной трубы, мм |
18×2 |
25×2 |
|
Мощность двигателя, кВт |
4 |
4 |
На рисунке 2.12 представлены рабочие характеристки насоса производительностью до 3 м3/ч. На рисунке 2.13 показана зависимость потребляемой мощности от сопротивления линии нагнетания при различных расходах перекачиваемой жидкости.
1,0
2,0
3,0 Q,
м3/ч 4,0
2,0
50
40
30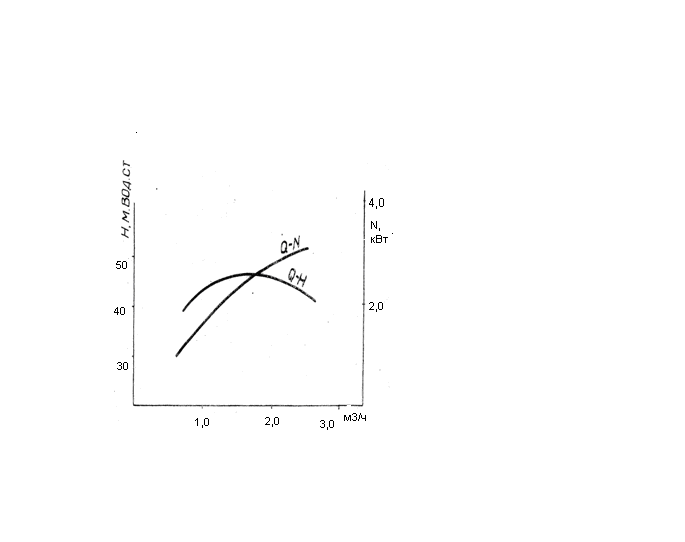


Рисунок 2.12 – Зависимость напора H и потребляемой мощности N от производительности
Р
1,0
2,0 3,0 4,0 кгс/см2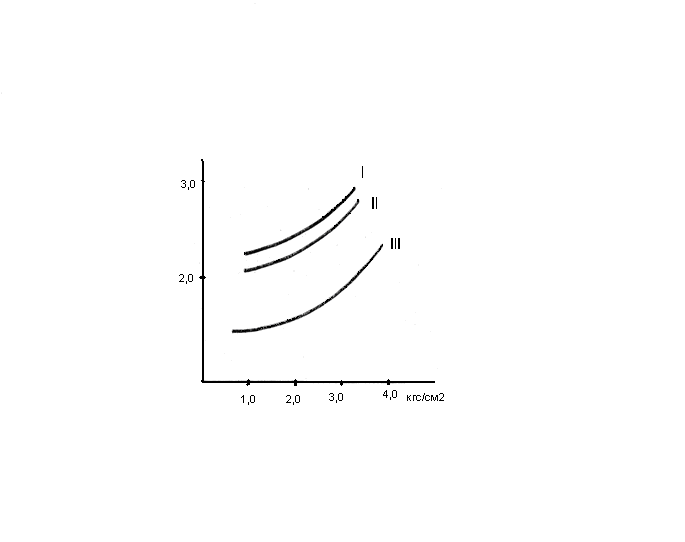
Представленные конструкции тарельчатых насосов широко используются на установках по производству нитроэфиров.