

3.2.1 Адсорбционный способ обезвреживания
При отсутствии утверждённых норм по допустимым концентрациям нитроэфиров в воде водоёмов контроль за токсичностью воды проводили по времени, за которое рыба (обычно карась) погибает в этой воде. В необезвреженной воде рыбы погибают через 12 минуты. Со снижением концентрации НГЦ это время возрастает (таблица 3.6).
По величине адсорбционной ёмкости в качестве адсорбентов выбраны уголь марки А и мелкоизмельчённый уголь АР-3. На полузаводской установке обезврежено 2 м3 сточной воды.
Таблица 3.6 – Время жизни рыб в зависимости от концентрации НГЦ
|
Концентрация НГЦ, % |
Время жизни рыбы |
|
0,001–0,008 |
от 3 до 8 мин |
|
0,0002–0,0008 |
от 7 до 11 мин |
|
0,00006 |
более суток |
|
отсутствие |
живут как в водопроводной воде |
Схема установки представлена на рисунке 3.1.
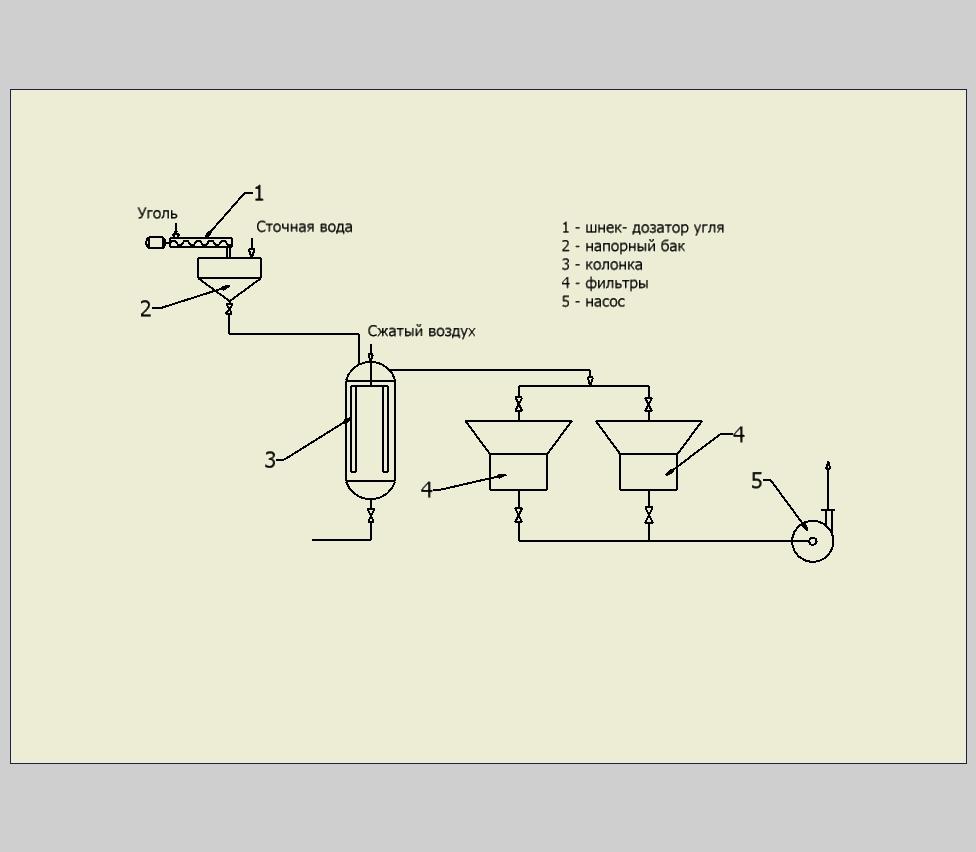
Рисунок 3.1 – Схема адсорбционной очистки сточной воды
В напорном баке 2 готовили смесь сточной воды с углём и затем непрерывно дозировали уголь шнек-дозатором 1 и сточную воду с расходом 4–4,5 л/мин. В колонке 3 шло перемешивание суспензии сжатым воздухом, после колонки уголь отфильтровывали на фильтрах 4. Воду после фильтров отсасывали насосом 5. Время пребывания воды с углём в напорном баке 25 минут, в колонке 20 минут. В обезвреженной воде рыбы живут только при разбавлении её свежей водой в соотношении 1:1. Отработанный уголь сушили и определяли взрывчатые характеристики (таблица 3.7).
Кроме изучения адсорбции на этих углях из других работ следует, что адсорбцию нитроэфиров из воды можно довольно эффективно осуществлять другими адсорбентами.
Таблица 3.7 – Взрывчатые характеристики угля с НГЦ
|
Характеристики |
Содержание НГЦ, % | |
|
25 |
17 | |
|
Чувствительность к удару, груз 10 кг, высота падения 250 мм, % |
12 |
4 |
|
Чувствительность к трению, кг/см2 |
1535 |
1420 |
|
Бризантность по сжатию свинцовых цилиндров, мм |
0,0–0,4 |
0–0,2 |
|
Чувствительность к лучу огня |
не чувствителен |
не чувствителен |
Кроме описанной выше установки испытания проводились на непрерывно работающей установке, состоящей из трёх адсорбционных колонок, загруженных углем.
Сточную воду пропускали последовательно через две колонки. Третья колонка использовалась для регенерации угля.
После насыщения угля в первой по ходу воды колонке он ставился на регенерацию, а вода проходила через следующие две колонки и т.д. Содержание НГЦ в обезвреженной воде составляло 0,00004–0,0004 %, насыщенный уголь содержал 25 % НГЦ.
Ответственной операцией является регенерация угля без снижения его адсорбционной способности. Казалось бы эффективной должна быть обработка угля раствором щёлочи, чтобы омылить нитроэфиры. Но оказалось, что после 3–4 циклов регенерации на угле накапливаются продукты омыления, которые резко снижают адсорбционную ёмкость по отношению к нитроэфирам.
В США наиболее широко использовался метод адсорбции активными углями и ионообменными смолами [14]. До 1966 г. уголь сжигался. Позже использовали смолы Амберлит, KAD-2, KAD-4 в виде пористых шариков из сополимера стирола и дивинилбензола. Регенерацию осуществляли ацетоном. Срок службы смолы составляет 5 лет.
С участием авторов этой монографии регенерацию угля после адсорбции ДНДЭГ проводили также ацетоном. Ёмкость угля АЦБ по НГЦ составляла 0,6 г/г, углей АГ-3, KAD 0,2 г/г. Ёмкость углей по ДНДЭГ была ниже. После четырёхкратной регенерации ацетоном сорбционная ёмкость углей снижалась до 0,088 г/г.
Десорбция перегретым паром оказалась неэффективной. Также непригодна для промывки угля концентрированная серная кислота. Так, с использованием 400 г 94 %-ной H2SO4 на 100 г угля, содержащего 12 г НГЦ, удалили только 0,4 г НГЦ. Кроме того, часто разложение НГЦ сопровождалось повышением температуры и выбросом массы угля из колонки.
В различных отраслях промышленности используют термическую регенерацию углей при 800–900 °C в специальных печах, что довольно сложно реализовать из-за необходимости выгрузки угля из адсорбционных колонн и загрузки его в печи.
Проверена возможность регенерации угля электрообжигом без выгрузки его из адсорбера. Предварительно уголь обрабатывают щелочным раствором и затем прокаливают. На дне адсорбера помещается латунная пластина (катод), над ней размещается слой угля, сверху второй электрод (анод). Подключают постоянный ток. Вначале идёт сушка угля при температуре ниже 100 °C, затем температура поднимается до 400–500 °C и даётся выдержка в течение 30–50 минут. Этим способом удаётся восстановить активность угля. Но велик расход электроэнергии, и теряется до 10–11 % угля.
Интересна технология восстановления углей с помощью отработанных кислот. В производстве нитроэфиров образуются отработанные кислоты, которые после термического разложения в них нитроэфиров имеют состав, представленный в таблице 3.8).
Таблица 3.8 – Состав отработанных кислот
после термического разложения
|
Содержание компонентов, % |
При получении | |
|
НГЦ |
ДНДЭГ | |
|
HNO3 H2SO4 N2O4 H2O |
1–7 35–45 до 5 45–55 |
5–10 30–40 до 5 50–60 |
Эти кислоты наиболее агрессивны по отношению к нитроэфирам, поэтому могли оказаться пригодными для регенерации угля в адсорбционных колоннах. Действительно при пропускании через колонну с углем отработанной кислоты идёт разложение нитроэфиров, сопровождаемое выделением тепла и газов. При 75–82 °C температура поддерживается за счёт тепла реакции. При 95–100 °C требуется внешнее охлаждение. При 80–85 °C за 2–3 часа содержание НГЦ в угле падает от 50 % до нуля. Для свободного выхода газов из колонны применяли вращающийся стержень, установленный по центру.
При регенерации угля АЦБ отработанной кислотой после разложения содержащихся в ней нитроэфиров его сорбционная ёмкость снижается незначительно.
Предложена следующая схема адсорбционной установки (рисунок 3.2).

Рисунок 3.2 – Адсорбционное обезвреживание сточных вод
с регенерацией угля отработанной кислотой
Установка размещается рядом с реакторами, в которых происходит разложение нитроэфиров в отработанных кислотах. Сточные воды из лабиринта 1 тарельчатым насосом 2 подают в одну из сорбционных колонн 3. Очищенная вода принимается в любой сборник и далее в канализацию. После пропускания расчётного количества воды переключают её подачу на вторую колонну. Перед регенерацией угля в первой колонне из неё сливают воду в канализацию. Из реактора обезвреживания отработанных кислот насосом 5 кислоту с температурой 85–90 °C подают в колонну, из которой она возвращается в реактор 4 или выводится в хранилища. При возрастании температуры до 95 °C насосом 6 в колонну подают холодную отработанную кислоту. Через 3–4 часа отключают подачу кислот, колонну заполняют сточной водой (300–350 л), выдерживают 30 минут, кислую воду сливают в хранилище обезвреженной кислоты. После регенерации колонна готова к работе на сточной воде.