

2.8 Технологическая схема производства нитроэфиров в малогабаритном оборудовании
Аппаратурно-технологическая схема представлена на рисунке 2.14.
В основе технологии нитратных эфиров находятся процессы нитрования исходных спиртов смесями азотной и серной кислот, разделение получаемых эмульсий на фазу отработанной кислоты и кислого нитроэфира, промывка кислых нитроэфиров водой и содовым раствором, отделение от промывочных жидкостей, контроль качества и количества получаемого нитроэфира и траспортирование нитроэфира в здание переработки в целевые изделия. Это основные взрывоопасные стадии процесса.
Кроме того, необходимы вспомогательные стадии. Подготовка кислотных смесей, исходного сырья, технологических жидкостей, обезвреживание сточных вод, разложение нитроэфиров в отработанных кислотах и их регенерация, адсорбция оксидов азота (газовые вредные выбросы). Эти стадии выполняются в разных вариантах в зависимости от требуемой производительности установки, времени непрерывной работы, мощности производства.
Нитрование исходных спиртов осуществляется в нитрационном инжекторе 1. Рабочая нитрующая смесь, приготовленная из свежей нитросмеси и отработанной кислоты (их составы приведены в таблице 2.1, а соотношения в таблице 2.3), нагнетается насосом-дозатором 22 через холодильник 23 в инжектор. Свежая нитросмесь расходуется насосом-дозатором 20 из хранилища 21, рабочая нитросмесь расходуется из хранилища 19. Температура рабочей нитросмеси на входе в инжектор поддерживается в пределах от нуля до минус 8 °C.
Исходный спирт готовят в реакторе 30, подогревая его до требуемой температуры. С помощью насоса 31 спирт постоянно циркулирует через бачок 32, в котором поддерживается постоянный уровень жидкости. За счёт разрежения, создаваемого струёй нитросмеси, спирт через регулирующий клапан 33 поступает в камеру инжектора. Количество подсасываемого в инжектор спирта автоматически поддерживается на уровне, обеспечивающем требуемую разность температур нитрации и нитросмеси. Параметры процесса приведены в таблице 2.3.
Величина разрежения в инжекторе регулируется клапаном 34, через который идёт подсос воздуха.
Величина вакуума 300–600 мм рт. ст.
Образующаяся в инжекторе 1 эмульсия охлаждается в холодильнике 2 до 16–20 °C и затем разделяется в центрифуге 3. Отработанная кислота проходит через контрольный сепаратор 4 и тарельчатым насосом 5 направляется в распределительную коробку 6, в которой она разделяется на два потока. Один поток через градуированную диафрагму сливается в хранилище 19, куда затем дозируют расчётное количество свежей нитросмеси.
Второй поток через перелив коробки 6 направляется в реакторы 7. Контрольный сепаратор используется для контроля за качеством сепарации эмульсии в ценрифуге. Ухудшение сепарации отмечает оператор при появлении в верхнем стеклянном стакане сепаратора слоя нитроэфира. Этот нитроэфир вытесняется за счёт увеличения уровня кислоты в сепараторе через переливную воронку к инжектору 14 и транспортируется холодной водой в лабиринт 13.
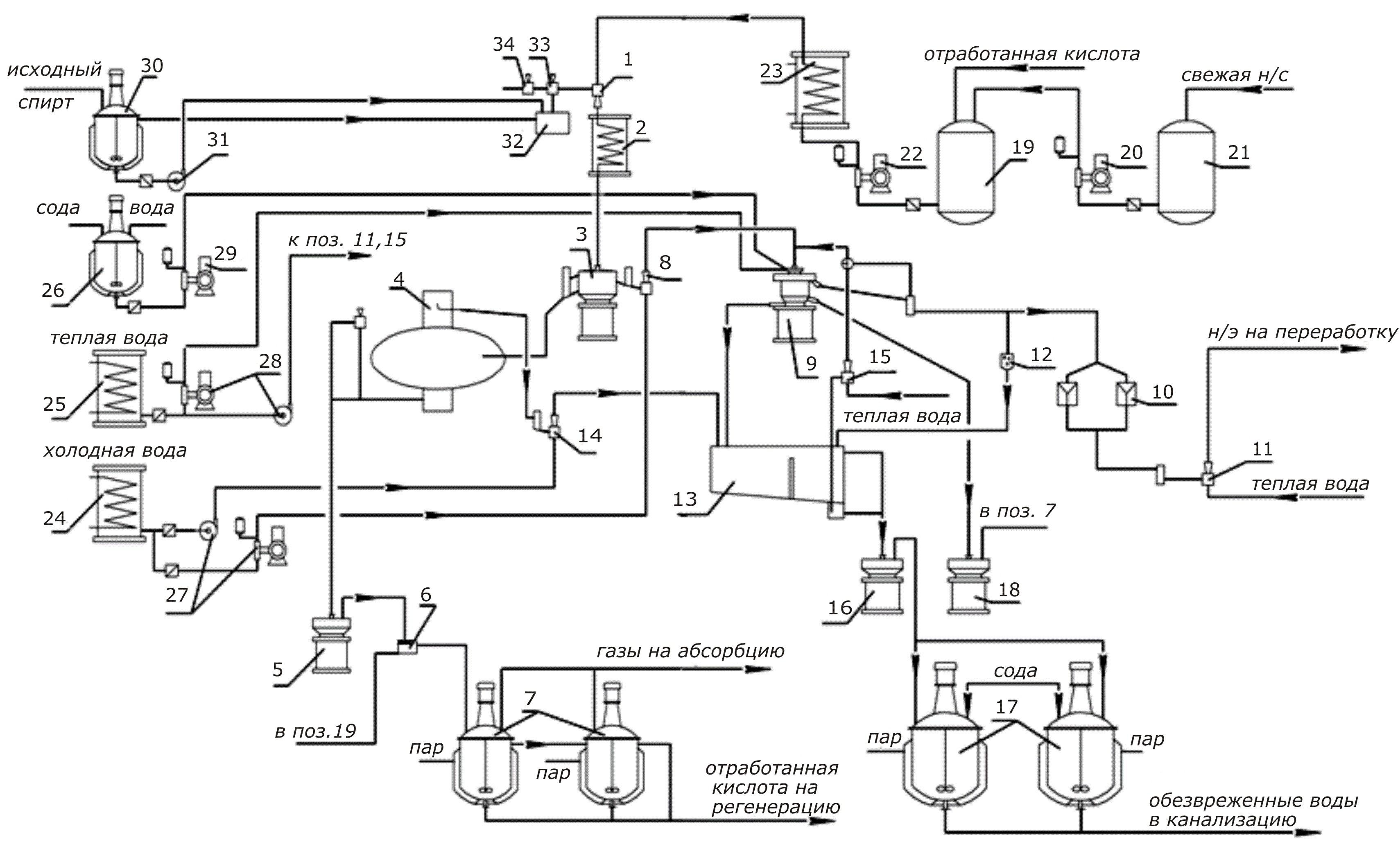
Рисунок 2.14 – Аппаратурно-технологическая схема инжекторной установки получения нитроэфиров
Количество получаемого нитроэфира измеряется дозатором-расходомером 10, инжектором 11 нитроэфир направляется на переработку. Контроль его качества ведётся сигнализатором кислотности 12. Скопившийся в лабиринте нитроэфир инжектором 15 возвращается в промывной аппарат. Отработанные сточ-ные воды через лабиринт 13 передают тарельчатым насосом 16 в реакторы обезвреживания, в которых при 95–97 °C при добавлении соды нитроэфиры гидролизуют и обезвреженную воду сбрасывают в канализацию.
Смесь крепкой и слабой отработанных кислот в реакторах 7 подвергается термическому воздействию при 90–97 °C, при этом нитроэфиры разлагаются с выделением окислов азота. Последние направляют в абсорбционные колонны. При орошении водой в системе из нескольких колонн получают слабую азотную кислоту (до 50 %-ной концентрации). При орошении раствором мочевины оксиды азота восстанавливаются до азота и воды. Применяют также и другие методы обезвреживания нитрозных газов. Технологические жидкости (раствор соды, тёплая и холодная вода) готовят в реакторах 26, 25, 24 и подают в технологические аппараты и к инжекторам насосами-дозаторами. При стабилизации и транспортировании нитроэфиров поддерживают расход этих жидкостей 0,6–1,2 м.ч. на 1 м.ч. нитроэфира.
Контроль параметров и управление процессом дистанционные, с применением современных технических средств. Для уп-равления разработана специальная программа, которая предусматривает ряд аварийных блокировок, останавливающих процесс нитрования при достижении опасных значений основных параметров: температуры нитрования в контрольном сепараторе, в реакторах обезвреживания отработанных кислот; падение вакуума в инжекторе; при отклонениях мощности двигателей центрифуги и промывного аппарата; при снижении расхода кислотных смесей и промывных жидкостей.
Всё взрывоопасное оборудование размещается в железобетонных кабинах, рассчитанных на локализацию взрыва. Оборудование всех стадий процесса и пульт управления обычно размещают в одном комплексном здании. Обваловывание зданий не требуется.
В таблице 2.11 приведён материальный баланс получения нитроэфиров. В таблице 2.12 приведён состав отходов производства нитроэфиров. В таблице 2.13 состав сточных вод при производстве нитроэфиров.
Таблица 2.11 – Материальный баланс производства нитроэфиров (расчёт в килограммах на 1000 кг нитроэфира)
|
Статьи расхода |
НГЦ |
ДНДЭГ |
НГЦ+ДНДЭГ (51,4:48,6) |
НГЦ+ДНДЭГ (65:35) |
ДНПГ-1,2 |
ДНЭГ |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Расход спирта, в том числе глицерина Выход из 100 масс. ч. спирта Модуль нитрации по свежей нитросмеси |
432,9 231
5,0 |
588,2
170
2,7 |
516,1 231,9 194
3,42 |
495,0 287,1 202
3,9 |
500,0
200
3,7 |
438,6
228
4,7 |
|
Расход свежей нитросмеси, в том числе моногидратов - азотной кислоты; - серной кислоты; - меланжа (90 % HNO3, 7,5 % H2SO4); - олеума |
2164,5
1103,9 1071,4 1226,5 938 |
1588,2
1080 508,2 1200 388,2 |
1762,9
1128,2 634,6 1253,6 509,3 |
1930,7
1100,5 830,2 1222,7 708 |
1850
1054,5 799,2 1171,7 678,3 |
2061,4
1133,7 926,4 1259,2 802,2 |
|
Расход рабочей нитросмеси |
4372,3 |
3882,3 |
3659,7 |
4158,4 |
4925 |
4319,1 |
|
Нитромасса на выходе из инжектора, в том числе: - нитропродуктов; - кислот и воды |
4805,2
1114,3 3690,9 |
4470,6
1192,7 3277,9 |
4175,2
1173,1 3002,1 |
4653,5
1177,6 3475,9 |
5425
1148,4 4276,6 |
4757,7
1075,2 3682,5 |
Продолжение таблицы 2.11
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
После сепарации получено крепкой отработанной кислоты, в том числе - возвращено на приготовление рабочей нитросмеси; - направлено в реакторы обезвреживания |
3704,1
2207,8
1496,3 |
3123,7
2294,1
823,6 |
2840,6
1896,8
943,8 |
3353,5
2227,9
1125,6 |
4295,9
3075
1220,9 |
3574,9
2257,7
1317,2 |
|
Возврат нитроэфира с рециркулируемой отработанной кислотой |
56,8 |
116,4 |
87,7 |
95,8 |
58,7 |
72,2 |
|
Уходит на разложение в реакторах обезвреживания кислот |
38,5 |
41,7 |
43,7 |
48,4 |
23,2 |
42,1 |
|
Расход холодной воды |
1000 |
1200 |
1200 |
1200 |
1000 |
1000 |
|
Получено слабой отработанной кислоты |
1084,3 |
1511,2 |
1487,5 |
1462,5 |
1086,9 |
1118,1 |
|
Уходит нитроэфира со слабой отработанной кислотой |
10,9 |
25,1 |
31,1 |
24,6 |
10,9 |
11,2 |
|
Поступает в реакторы разложения кислот |
2580,6 |
2334,6 |
2431,5 |
2588,2 |
2307,9 |
2435,3 |
|
Потери нитроэфира при стабилизации |
8,1 |
8,9 |
9,4 |
8,7 |
5,9 |
7,7 |
|
Расход содового раствора |
900 |
1000 |
1000 |
1000 |
1000 |
1000 |
|
Расход теплой воды |
940 |
1000 |
1000 |
1000 |
1000 |
1000 |
Таблица 2.12 – Отходы производства
|
Компоненты |
Содержание компонентов, % | ||
|
НГЦ |
ДНДЭГ |
Смесевой нитроэфир | |
|
Отработанные кислоты | |||
|
HNO3, % |
1–10 |
1–10 |
1–10 |
|
H2SO4, % |
25–45 |
25–40 |
25–45 |
|
Вода, % |
более 40 |
50–60 |
38–60 |
|
Оксиды азота, % |
до 3,0 |
до 3,0 |
до 3,0 |
|
Нитротела, % |
до 0,1 |
до 0,1 |
до 0,1 |
|
Количество на 1 т нитроэфира, т |
2,0–2,2 |
2,5–2,8 |
2,3–2,8 |
Таблица 2.13 – Сточные воды после обезвреживания
|
Компоненты |
Содержание компонентов, % | ||
|
НГЦ |
ДНДЭГ |
Смесевой нитроэфир | |
|
Нитрат натрия, мг/л |
950–1750 |
2000–2600 |
1500–2200 |
|
Нитрит натрия, мг/л |
600–1200 |
300–600 |
450–900 |
|
Органические оксикислоты, оксиальдегиды, диоксан, мг/л |
400–800 |
900–1800 |
600–1300 |
|
Биопотребление кислорода, не более, мг/л |
200 |
650 |
500 |
|
Количество на 1 т НЭ, м3 |
2–4 |
2–4 |
2–4 |
|
Количество на 1 т НЭ оксидов азота (до поглощения в колоннах), кг |
55–60 | ||