

3.2.2 Автоклавный способ очистки сточных вод
Нитроэфиры в сточной воде гидролизуют содой при повышенных температурах и давлениях до остаточного содержания в воде НГЦ не более 150 мг/л, ДНДЭГ – не более 50 мг/л.
С такой концентрацией сточные воды можно направлять на биохимическую очистку в смеси с хозяйственно-бытовыми сточными водами.
НГЦ полностью разлагается за 10–12 мин при 120–130 °C в содовом растворе концентрацией 0,2–0,3 %. ДНДЭГ – за 15 мин при 150–160 °C в растворе соды концентрацией 1 %.
Исходя из кинетических данных по гидролизу ДНДЭГ, расчётное время пребывания в автоклаве должно быть:
при 160 °C – 17,8 мин;
при 170 °C – 9,8 мин;
при 180 °C – 5,5 мин.
За это время концентрация ДНДЭГ в 1 %-ном растворе соды снижается от 4000 до 50 мг/л.
Схема установки для обезвреживания сточной воды в автоклаве на одном из заводов приведена на рисунке 3.3.
Производительность её по сточной воде 3,2 м3/ч. Тепло обезвреженной воды здесь используется для предварительного нагрева сточной воды. Сточная вода из лабиринта 1 тарельчатым насосом 2 подаётся через подогреватель 3 в буферный реактор 4. Из него насосом-дозатором 5 вода нагнетается через подогреватель 6 в автоклав 7. Из автоклава вода с температурой 180 °C возвращается через подогреватель 6, буферный реактор 4 и подогреватель 3, из него при температуре 35–40 °C сбрасывается в канализацию. В подогревателе 3 и в реакторе 4 вода подогревается до 95–98 °C, затем в подогревателе 6 до 160 °C и в автоклаве 7 до 180 °C. Подогреватели 3 и 6 змеевикового типа. Змеевик из трубы 32×2 мм длиной 87 м.
В буферном реакторе обогрев идёт через змеевик водой, выходящей из автоклава, и через рубашку паром. Автоклав выполнен в виде трубы диаметром 159×6 мм длиной 28 м. Он разделён на зону нагрева и зону выдержки.
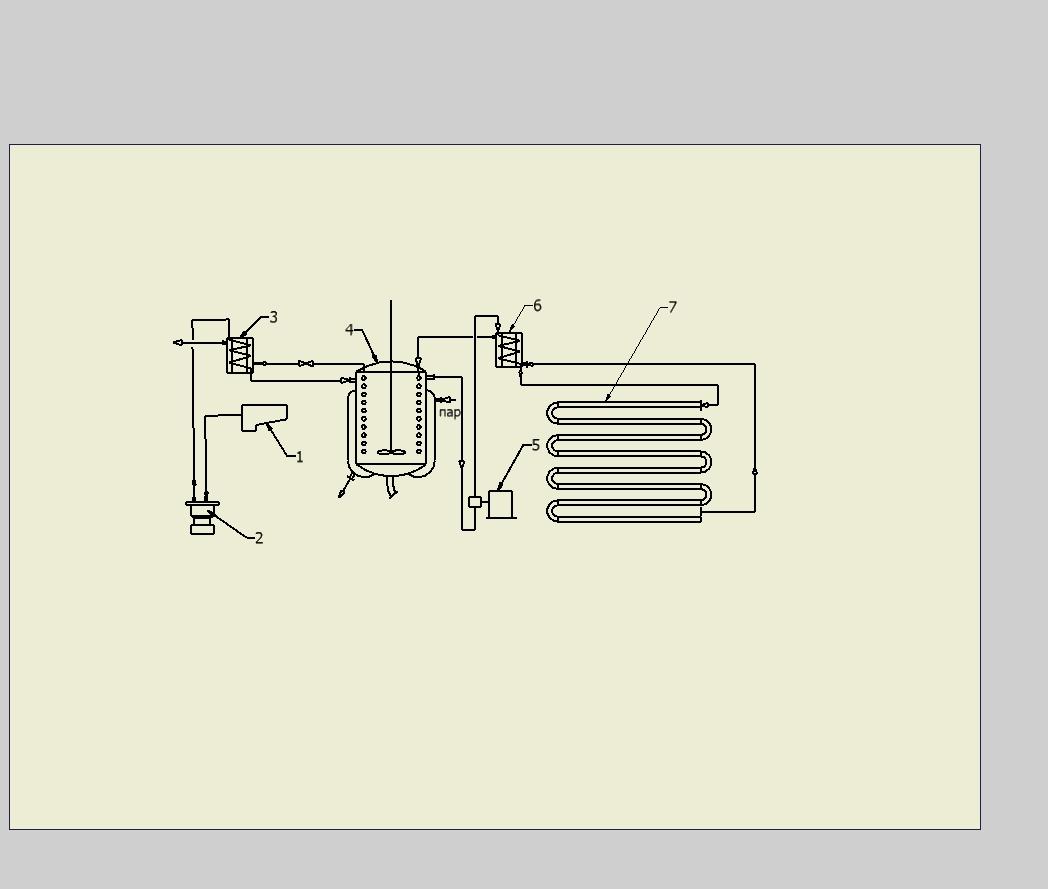
Рисунок 3.3 – Схема установки обезвреживания сточных вод в автоклаве
Зона нагрева – это намотанные на трубу гибкие ленточные электронагревательные элементы ЭНГЛУ 400-4,8/220-16, по 6 элементов в секции, всего три секции. В каждой секции их соединяют по схеме «Δ» (треугольника) по две штуки между фазами трёхфазного тока напряжением 380 В. Мощность одной секции 86,4 кВт. В зоне выдержки труба не обогревается, в ней время пребывания воды 4 минуты. Необходимое давление в системе поддерживается дроссельным клапаном, установленным на выходе обратного потока воды из змеевика буферного реактора.
Содержание ДНДЭГ в обезвреженной воде не превышает 50 мг/л, НГЦ гидролизуется полностью.
3.2.3 Восстановление нитроэфиров
чугунными стружками
Известен метод восстановления нитросоединений до аминов чугунными стружками. Обычно стружки и нитросоединения добавляют к водному раствору электролита (соли FeCl2, FeSO4, AlCl3, NH4Cl и др.) или на стружки действуют кислотами, получая электролит. Чугун содержит соединения углерода (феррит, графит, перлит), а также Mn, P, Si, S. Поэтому в нём возникают элементарные гальванические пары, где выделяющийся на аноде кислород содействует окислению железа. Электролит ускоряет коррозию железа вследствие увеличения проводимости, при этом сам он не расходуется. На катоде выделяется водород, 2–3 % которого от необходимого для восстановления нитроэфиров, теряется. Скорость реакции зависит от поверхности стружек, природы электролита и его концентрации. В результате восстановления образуется исходный спирт и аммиак, есть примеси N2 и NO.
RONO2 + 3Fe + 2H2O = ROH + Fe3O4 + NH3
На 2 кг НГЦ требуется с учётом потерь водорода 4,6 кг стружек, на 4 кг ДНДЭГ 7,1 кг стружек, что соответствует 1 м3 сточной воды.
Эксперименты показали, что при 100 °C и pH 1–2 полное восстановление НГЦ достигается за 30 мин, ДНДЭГ – за 60 мин. Значение pH не выше 2 поддерживали добавлением серной кислоты. Метод эффективен, но до реализации в промышленных условиях не доведен.