

Вальцелі станоктарда дәнді ұнтақтау
Дәнді және оның аралық өнімдерін вальцелі станоктарда ұнтақтайды. Вальцелі станоктардың конструктивтік сұлбасы 4.18 суретте көрсетілген.

Сурет.4.18 Вальцелі станоктың технологиялық сұлбасы: 1-коректендіргіштегі өнімнің болуын көрсеткіш, 2,9- қоректендіргіш біліктер, 3,4- жүктемені тежегіштер, 5- валец белдемесі, 6- щеткалы тазалағыштар, 7,8-мөлшерлегіш біліктер, 10- қозғалмалы валецті реттеуші механизм, 11-тартқыш, 12- валец бетін тазалағыш.
Негізгі жұмыс органы - тістері бар немесе микротүрпіленген, жылдамдықтары бірдей емес, бір-біріне қарсы айналатын валецтер. Ұнтақталынатын өнімдердің түріне және технологиялық сұлбадағы орнының ұнтақтау операциясына қойылатын талаптарға сәйкес валецтердің түрлі геометриялық және кинематикалық параметрлері қолданады.
Ұнтақтау интенсивтігіне әсерін тигізетін факторлар: валец беттерінің формасы, тістерінің сипаттамасы, қос жұмыс істейтін валецтердің айналу жылдамдықтарының қатынасы, валец аралық саңылау, меншікті жүктеме, дәннің технологиялық қасиеттері және т.б.
Валец тістерінің' пішіні 4.19 суретте көрсетілген
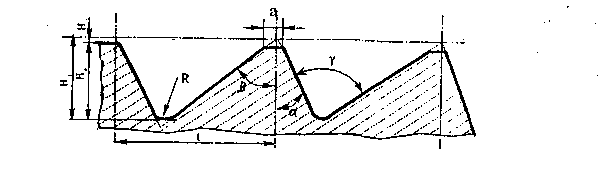
Сурет 4.19. Тістерінің қырынан қараған көрінісі (түсініктеме сөйлемде келтірілген).
Валецтің
көлденең кимасында тістерінің бүйір
қыры бірыңғай болмайды: кырының аз
ауданын өткір
қыры,
ал ауданы үлкен болса -
жота
қыры
деп
атайды;
γ
- тістерінің
сүйірленген бұрышы. Егер тістің теориялық
төбесінен валецтің
радиусын жүргізсек, онда үшкірлену
бұрышы бір-біріне тең емес екі бұрышқа
бөлінеді: үшкір бұрыш –
λ
және
жота бұрышы –
β.Тістің
төбесінде алаңша
болады, ол тістің төзімділігін ұзартады
және ұнтақтау режимін қамтамасыз
етеді. Валец беттеріне тістер жасаушыға
праллель емес бір шама ылдилықпен
жүргізіледі, оны %-пен көрсетеді. Барлық
басқа бірдей жағдайларда ылдилықты
үлкейткенде ұнтақтау қаркынды жүреді,
себебі жұмыс істейтін валецтердің
тістерінің қиылысатын төбе нүктелерінің
кашыктығы азаяды.
Ұнтақтау сиқына валец тістерінің орналасуы үлкен әсерін тигізеді, ол кесу бұрышының өзгеруіне байланысты. Тістерінің көлденең қиындысының симметриалы болмауы және валецтердің айналу жылдамдықтарының айырмашылығы тістерінің бір-бірімен орналасуының төрт вариантын ұсынады, екі варианты 4.20 суретте көрсетілген.
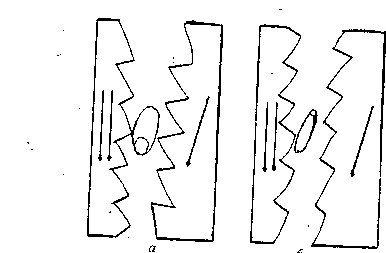
а б
Сурет 4.20. Ұнтактау зонасында тістерінің орналасу варианттары: а - өткір мен өткірі, б - жотасы мен жотасы.
Қос валецтердің тістері «өткірі мен өткірі» орналасқан жағдайда, дән немесе оның бөлшектері жұмыс зонасына түскенде, валец тістері оларға еніп кеседі. Жылдам айналатын валец жәй айналатын валецтен озып кететіндіктен жәй айналатын валец затты аздап ұстайды, ал жылдам айналатын валецтің тісі затты кеседі, ал «жотасы мен жотасы» орналасканда сығу эффектісі басымдау болады. «Өткірі мен еткірі» жағдайда эндосперммен бірге қабықтар қарқынды майдаланады, бұл көпсортты ұн тартуда қажет емес. Сондықтан көпсортты ұн тартуда «жотасы мен жотасы» орналасқан вариантты пайдаланады.
Өнімдерді ұнтақтауда валец тістерінің ылдилығы едәуір әсерін тигізеді. Бидайдан ұн тартудың лабараториялық байқаудың нәтижелері 4.2 кестеде келтірілген.
Кесте 4.2 Процесті ұйымдастыру вариантының аралық өнімдердің шығымына (%) және күлділігіне (%) әсері
|
Тістерінің өзара орналасу |
Тістерінің ылдилығы, % | ||
|
4 |
8 |
12 | |
|
өт/ өт |
72,3/1,36 |
72,5/1.29 |
72,8/1,22 |
|
жот / жот |
72,1/1,11 |
72,6/1.17 |
72,5/1,13 |
Жот/жот вариантында өнімдердің шығымы аса өзгеріссіз болғанымен күлділігі едәуір жақсарады. Бүл жағдайда алғаш зат жапырылады, жәй айналатын валецтің жайдақ қыры затты аздап ұстайды, ал жылдам айналатын валец озуымен байланысты жайдақ кырымен заттың қабатын қозғайды. Осы жағдайда тістері заттарды деформациялауға қатыспайды, сондықтан заттарға жұмсақ әсер етеді және қабьқтар аз майдаланады, өнімнің күлділігі жақсарады.
Валец диаметірінің 1 см ұзындығына кесілген тістер саны ұн тарту түріне, осы технологиялық сұлбаға негізделген заттың ұнтақтау ірілігіне және олардың сапасына байланысты. Бөлшектердің ірілігі аз болса тістерінің орналасуы тығыз болады.
Тістерінің орналасу вариантына қарамай оларды кесу тығыздығыныд мәні зор: тістері тығыз болса майдаланған өнімдер көп болады. Тығыз орналасқан тістердің затқа еселі әсері өседі.
Ұнтақтау тиімділігіне (майдалану дәрежесі, энергия сиымдылығы, алынатын өнімдер сапасы және вальцелі станоктардың өнімділігі) машинаның кинематикалық параметрлері әсерін тигізеді. Олар: жылдам айналатын (U6) және жай айналатын (UM) валецтердін; жылдамдығы, олардың салыстырмалы жылдамдықтары (V0), осы жылдамдықтардьщ қатынасы (U6/UM.
Айналу жылдамдықтарының қатынасын және валецтердің жылдамдықтарын түрлендіріп ұнның сапасын және оның шығымын өзгертуге болады.
Сонымен, ұнтақтау тиімділігі көптеген факторларға тәуелді, әсіресе тістерінің әрекеті жоғарғы дәрежеде. Профессор П. А. Козьмин осы әрекеттердің сандық көрсеткішін анықтайтын формуланы ұсынды:
N = S*n (U6/UM-l) (4.4)
мұндағы: S - ұнтақтау ұзындығы, мм - заттың өлшеміне, валец аралык қашықтыққа және валец диаметріне тәуелді;
n - валец диаметрі ұзындығының 1 см келетін тістер саны.