


Розділ 5. Технологічне обладнання
5.2.Металообробне обладнання
5.2.1.Загальна характеристика металообробного обладнання
Основну частину обладнання механічних цехів складають металообробні верстати. У групу металообробних входять мета лорізальні верстати для обробки ріжучим інструментом виробів із металевих матеріалів, а також пластмас, скла, кераміки та ін.
Металорізальним верстатом називається машина, призначе на для обробки заготівки шляхом зняття стружки (припуску) для одержання готової деталі визначеної форми і розмірів відповідно до робочого креслення. Власне верстат підрозді ляється на декілька найважливіших частин, які зазвичай нази ваються вузлами.
Головний привод верстата передає рух інструменту або за готівлі для здійснення процесу різання з відповідною швидкі стю. У переважної більшості верстатів головний привод пере дає обертальний рух шпинделю, у якому закріплений ріжучий інструмент або заготівка.
Привод подачі необхідний для переміщення інструмента відносно заготівки для формування оброблюваної поверхні. У переважної більшості верстатів привод подачі передає вузлу верстата прямолінійний рух. Сполученням декількох прямолі нійних, а іноді й обертальних рухів можна реалізувати будь яку просторову траєкторію.
Привод позиціонування необхідний у багатьох верстатах для переміщення того або іншого вузла верстата з деякої вихідної позиції в іншу задану позицію, наприклад, при послідовній обробці декількох отворів або декількох паралельних площин на одній і тій самій заготівлі. У багатьох сучасних верстатах із числовим програмним управлінням (ЧПУ) функції приводів подачі і позиціонування виконує один загальний привод.
Несуча система верстата складається з послідовного набо ру з’єднаних між собою базових деталей. З’єднання можуть бути нерухомими (стики) або рухомими (направляючі). Несу ча система забезпечує правильність взаємного розташування
157

«Товарознавство»
ріжучого інструмента і заготівки під впливом силових і темпе ратурних чинників.
Маніпулюючі пристрої необхідні для автоматизації різних допоміжних рухів у верстаті для зміни заготівок, їх затиску, переміщення або повороту, зміни ріжучих інструментів, вида лення стружки і т.ін. Сучасний багатоопераційний верстат має набір маніпуляторів, транспортерів, поворотних пристроїв, а в деяких випадках обслуговується універсальним маніпулятором із програмним управлінням (промисловим роботом).
Контрольні і вимірювальні пристрої необхідні у верстаті для автоматизації спостереження за правильністю його роботи. За їх допомогою контролюють стан найбільш відповідальних час тин верстата, працездатність ріжучого інструмента, вимірюють заготівки і виріб. При досить високому рівні автоматизації ре зультати контролю вимірів поступають у керуючий пристрій, а звідти у вигляді керуючих сигналів коректують положення вузлів верстата.
Пристрій управління може бути з ручним обслуговуванням оператором, із механічною системою управління або з ЧПУ. У даний час відбувається широке впровадження мікропроцесор них пристроїв ЧПУ для управління усіма видами верстатного обладнання.
Для одержання на оброблюваній заготівці заданої кресленням поверхні рухи інструмента і заготівки повинні бути узгоджені між собою, Зняття стружки з поверхні заготівки на верстатах здійснюється робочими (або основними) рухами, до яких відноситься головний рух і рух подачі. Головним називається рух, що забезпе чує відділення стружки від заготівки з визначеною швидкістю різання. Рухом подачі називають такий рух, що дозволяє підвести під лезо інструмента нові ділянки заготівки і тим самим забезпе чити зняття стружки зі всієї оброблюваної поверхні.
Головний рух може бути обертальним (у токарних, сверд лильних, фрезерних та інших верстатах) і зворотно поступаль ним (у стругальних, довбальних, протягувальних та інших вер статах). Головний рух передається або інструменту (наприклад, у фрезерних, свердлильних, поперечно стругальних верстатах),
158

Розділ 5. Технологічне обладнання
або заготівці (у токарних, поздовжньо стругальних верстатах). Рух подачі має або інструмент – у токарних, свердлильних і по здовжньо стругальних верстатах, або заготівка – у шліфуваль них, фрезерних і поперечно стругальних верстатах.
Крім робочих рухів, у кожному верстаті є допоміжні рухи. До них відносяться такі рухи: транспортування і закріплення заготівки, підведення і відведення інструмента, включення, виключення, переключення швидкостей і подач і т. ін. Якщо робочі рухи зазвичай автоматизовані, то допоміжні рухи мож на здійснювати як автоматично, так і вручну.
Залежно від характеру виконання основних рухів і засто совуваного інструмента розрізняють наступні основні способи обробки різанням на металорізних верстатах: точіння, струган ня, довбання, свердлення, фрезерування і шліфування.
При точінні заготівці надається обертальний головний рух, а інструменту – рух подачі.
При струганні на поздовжньо стругальних верстатах голов ний зворотно поступальний рух надається заготівці, а рух по дачі – інструменту.
При струганні на поперечно стругальних і при обробці на довбальних верстатах головний рух надається інструменту, а рух подачі заготівці.
При свердленні як головний обертальний рух, так і рух по дачі надається інструменту.
При фрезеруванні головний обертальний рух надається інструменту (фрезі), а рух подачі – заготівці.
При шліфуванні головний рух завжди обертальний, він здійснюється інструментом – шліфувальним кругом. При кру говому шліфуванні одночасно обертається і заготівка, чим за безпечується і кругова подача. Оскільки в більшості випадків довжина деталі, що шліфується, більше ширини круга, необхід на ще і поздовжня подача уздовж осі заготівки, що здійснюєть ся або заготівкою або кругом.
При плоскому шліфуванні поздовжня подача здійснюється частіше усього заготівкою, а поперечна шліфувальним кругом або заготівкою.
159

«Товарознавство»
При протягуванні головний рух прямолінійний і передаєть ся інструменту протяжці, а поступове зняття стружки – пода ча – забезпечується різницею висот кожних двох суміжних зубців протяжки.
5.2.2. Класифікація і позначення металорізальних верстатів
Верстати класифікують за різними ознаками, основними з яких є: призначення, конструктивні особливості, ступінь універ сальності, точність, габарити, ступінь автоматизації.
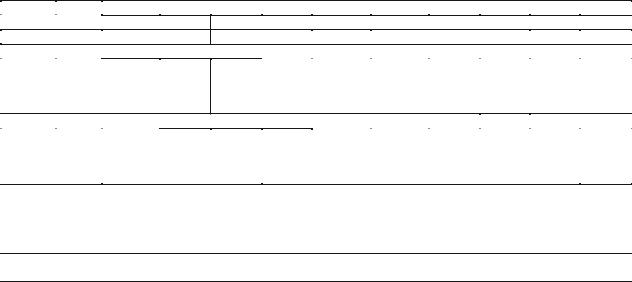
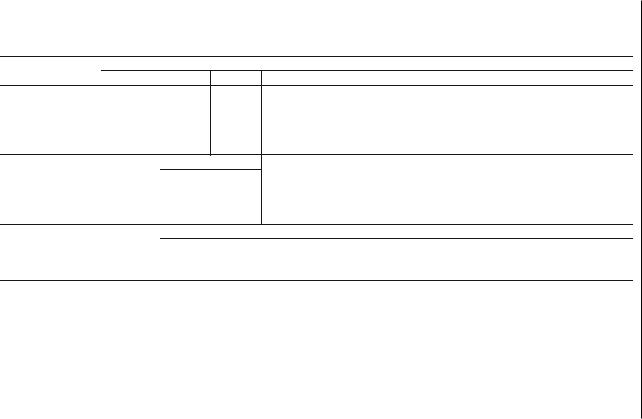
За призначенням і конструктивними особливостями усі вер стати, що серійно випускаються, поділяють на групи, а кожну групу – на типи. Є десять груп (0 ... 9) і в кожній з них десять типів (0 ... 9) верстатів (табл. 5.1). Нульові групи і типи – ре зервні, вони заповнюються в міру необхідності. Така класифі кація була розроблена Експериментальним науково дослідним інститутом металорізальних верстатів (ЕНДІМВ).
За ступенем універсальності розрізняють верстати універ сальні, спеціалізовані і спеціальні. Універсальні верстати, які інакше називаються верстатами загального призначення, засто совуються для виготовлення широкої номенклатури деталей, оброблюваних невеликими партіями в умовах дрібносерійного і серійного виробництва. Універсальні верстати з ручним уп равлінням вимагають від оператора підготовки і часткової або повної реалізації програми, а також виконання функцій мані пулювання (зміна заготівки й інструмента), контролю і зміни. Універсальні верстати з числовим управлінням вимагають від оператора лише окремих функцій маніпулювання і контролю. При цьому стає можливим обслуговування одним оператором декількох верстатів, так зване багатоверстатне обслуговування. Гнучкі виробничі модулі (ГПМ) представляють собою автомати зований універсальний технологічний осередок, основою яко го є верстат із повним набором маніпуляторів, контрольних і вимірювальних пристроїв. Спеціалізовані верстати призначені для обробки заготівок порівняно вузької номенклатури. При
160
Розділ 5. Технологічне обладнання
кладом можуть служити токарні верстати для обробки колінча тих валів або шліфувальні верстати для обробки кілець кулько вих підшипників. Спеціалізовані верстати мають високий ступінь автоматизації, і їх використовують у крупносерійному виробництві при великих партіях, що не вимагають частого пе реналагодження. Спеціальні верстати використовують для про дуктивної обробки однієї або декількох майже однакових дета лей в умовах крупносерійного й особливо масового виробництва. Спеціальні верстати, як правило, мають високий ступінь автома тизації. Автоматичну лінію утворюють із наборів верстатів авто матів, розташованих послідовно відповідно до ходу технологіч ного процесу і зв’язаних загальним транспортом і загальним управлінням. Автоматична лінія може працювати в режимі ав томатичного переналагодження i переходити від обробки однієї деталі до обробки іншої схожої на неї деталі. Загальне число різних деталей при цьому обмежено декількома штуками.
За ступенем точності верстати поділяють на класи: нормаль ної точності (умовне позначення – Н), підвищеної (П), високої (В), особливо високої (А) і особливо точні (С) – майстер верста ти. Верстати класів В, А і С експлуатують у спеціальних приміщен нях, де підтримують строго визначену температуру і вологість.
За габаритами розрізняють легкі верстати – масою 1 т і мен ше, середні – до 10 т і важкі – більше 10 т.
Ступінь автоматизації характеризується участю людини в технологічному процесі. За цією ознакою усі верстати можна розділити на чотири категорії. Перша – верстати, на яких усі стадії технологічного процесу здійснюються за допомогою лю дини. Друга – напівавтоматичні верстати, на яких процес об робки (відносні рухи заготівки й інструмента, надання їм не обхідних зусиль і швидкостей) здійснюють спеціальні механізми без участі людини. Вручну виконують в основному допоміжні функції – завантаження, затиск заготівок. Третя – верстати автомати. На них не тільки процес обробки, але і уп равління (узгодження різних рухів, зміна і включення швидко стей) відбувається без участі людини. До четвертої категорії відносяться саморегульовані верстати автомати, що самостійно
161

«Товарознавство»
виконують процес обробки, управління цим процесом і його кон троль, тобто оцінюють відповідність технологічного процесу за даній програмі і вносять необхідні коректування в хід процесу.
Залежно від цільового призначення верстата для обробки тих або інших деталей або їх поверхонь, виконання відповід них технологічних операцій і ріжучого інструмента, верстати розділяють на наступні основні групи – токарні, свердлильні і розточні, фрезерні, шліфувальні. Умовна класифікація верстатів за технологічною ознакою наведена в табл. 5.1. В останні роки одержали поширення верстати, на яких виконуються різні опе рації в результаті автоматичної зміни ріжучих інструментів. Подібні верстати одержали назву багатоопераційних верстатів або обробних центрів.
У позначенні конкретних моделей верстатів перша цифра вказує на групу верстата (наприклад, токарні 1), а друга – на тип (наприклад, токарно карусельні верстати мають у позна ченні цифру 15), а останні цифри характеризують основні па раметри верстата, різні для верстатів різних груп. Верстати найбільш поширених технологічних груп утворюють розмірні ряди, у яких за кожним верстатом закріплений цілком визна чений діапазон розмірів оброблюваних деталей. Наприклад, у групі токарних верстатів можливості верстата характеризують ся циліндричним робочим простором і для багатоопераційних верстатів – прямокутним робочим простором. За основним розміром робочого простору, максимальним діаметром для то карних верстатів, шириною столу для фрезерних і багатоопе раційних верстатів установлюють ряд стандартних значень, заз вичай в геометричній прогресії з деяким знаменником (р). Так, для верстатів токарної групи прийнятий (р = 1,25) і стандарт ний ряд найбільших діаметрів обробки 250, 320, 400, 630, 800, 1000, 1250, 1600, 2000, 2500, 3200, 4000 мм.
Перша літера в умовному позначенні вказує на модерніза цію (покоління) верстата, остання – на модифікацію (видозмі ну) базової моделі або на якусь характеристику верстата (точність, ступінь автоматизації).
162
|
|
|
|
|
|
|
|
|
|
|
Таблиця 5.1. |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
Групи і типи металорізальних верстатів |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|||
|
|
0 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
1 |
|
|
!- |
- |
#- |
- |
"- |
- |
|
|
|
|
|
|
|
|
|
|
|
!- |
! |
- |
|
- |
|
|
|
|
|
|
- |
- |
"- |
|
Розділ |
|||||||
|
|
|
|
- |
- |
|
|
|
- |
|
|
|
|
|
|
|
|
|
! |
! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
$ |
|
|
|
|
.5 |
|
- |
2 |
– |
% |
|
#- |
!- |
- |
- |
- |
|
|
Технологічне |
|
|
! |
|
|
|
|
|
- |
- |
!- |
- |
! |
- |
|
|
|
|
|
' |
- |
"- |
|
|
|||||||
|
& |
|
|
!- |
- |
- |
& |
- |
- |
&- |
- |
! |
|
|
|
|
|
|
- |
! |
! |
|
! |
& |
|
- |
|
|
|
|
|
|
|
! |
|
|
|
|
|
|
! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
3 |
– |
#- |
' |
$ - |
- |
– |
( & |
)- |
)- |
, |
|
обладнання |
|
! |
|
|
- |
!- |
&- |
|
|
|
- |
& |
$ - |
|
|
|
- |
|
|
!- |
- |
- |
- |
|
|
!- |
- |
|
|
|
|
& |
|
|
|
! |
! |
! |
|
|
|
! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
#$ - |
4 |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
($ - |
5 |
!$ - |
($ - |
($ - |
($ - |
+ - |
+ $- |
!$ - |
($ - |
($ - |
|
|
|
|
!$ - |
|
|
! |
|
- |
|
$ |
- |
$.- |
!$ - |
$ - |
|
|
|
$ $ |
|
|
|
&- |
|
& &- |
|
!- |
! |
- |
!$ - |
|
|
|
|
|
|
- |
* |
|
* |
$ |
|
- |
! |
$ $ |
|
|
163 |
|
|
|
& * |
|
|
|
|
|
& |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
164
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продовження таблиці 5.1 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
0 |
|
1 |
2 |
3 |
|
4 |
|
5 |
|
6 |
|
7 |
|
8 |
|
9 |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
/ |
|
6 |
– |
|
' |
" |
– |
|
# |
|
' |
|
) |
|
# |
|
|
|
|
|
|
|
|
|
|
|
|
! |
: : |
|
|
! |
|
! |
|
; |
|
! |
|
! |
|
|
|
|
|
|
|
|
|
|
! |
|
|
|
|
|
! |
|
|
|
|
|
! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
! |
|
|
|
|
|
- |
|
|
|
|
|
|
|
! |
|
7 |
– |
|
) ; |
) |
|
+$! |
|
) ; |
|
|
|
! |
|
|
|
|
|
|
|
|
|
|
|
|
|
– |
|
) ; |
|
|
– |
|
|
«Товарознавство» |
||||||||
|
, |
|
|
|
|
|
|
&- |
|
|
|
|
|
|
|
|
|
|
|
|
! |
|
|
|
|
|
|
+- |
|
|
|
|
|
|
|
|
|
|
|
||||||
|
$! |
|
|
|
|
<& |
<& |
|
|
|
|
! |
|
|
|
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
! |
|
|
|
|
|
|
|
! |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
– |
|
|
, ..& |
|
|
|
|
|
) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
) ! |
|
|
|
|
|
– |
|
– |
|
|||
|
|
|
|
|
|
$ |
|
|
|
& |
|
+ |
|
% ; |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
|
& |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
– |
|
|
) |
) ! |
|
" |
|
+ |
|
+ ! |
|
– |
|
|
– |
|
– |
|
|
|
|
|
|
|
& |
|
- |
|
& |
|
$ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
! |
$ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
$ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
! |
|
|
|
! * |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|