

1. Рух сипучих матеріалів у тарільчатому огрудковачі.
Тарельчатые окомкователи для производства окатышей представляют собой наклонно установленный (под углом 45—60°) диск с бортом. Исходная шихта, загружаемая во вращающуюся чашу, заклинивается между бортом и днищем и поднимается на некоторую высоту. Скатываясь по наклонному днищу, зародыши накатывают на себя слой тонкого концентрата, превращаясь в частицы шарообразной формы. Учитывая, что частицы больших размера и массы при вращении тарели могут подниматься на большую высоту по борту, высота борта регулирует конечный размер сырых окатышей.
Тарельчатые грануляторы обеспечивают получение равномерных по крупности окатышей, допускают возможность регулирования и оперативной перестройки режима работ. Для тарельчатых грануляторов важное значение имеют сохранение качественного слоя гарнисажа, правильный выбор угла наклона, скорости вращения тарели и влажности материала.
Механическая прочность сырых окатышей должна быть достаточной, чтобы не произошло их разрушение при транспортировке к обжиговым агрегатам. До настоящего времени нет обоснованной методики определения величины сил сцепления в сыром окатыше. Обычно статические и динамические нагрузки моделируют испытаниями соответственно на раздавливание и сбрасывание.
Испытание на раздавливание проводят путем сжатия окатыша с целью определения усилия, при котором окатыши деформируются или разрушаются.
При испытании на сбрасывание важно правильно выбрать высоту. В соответствии с реальными уровнями высот транспортеров при перегрузке высота сбрасывания должна быть не менее 300 мм.
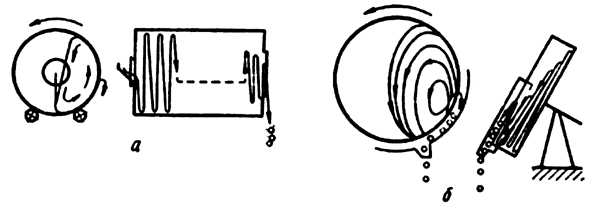
На РИС. 2 изображены схемы процессов образования окатышей в барабанном (а) и чашевом (б) грануляторах.
Якість агломерату і окотишів.
Качество агломерата.К агломерату предъявляют следующие требования.1.Максимальное содержание железа, оптимальные основность и содержание FeO, а также минимальное количество вредных примесей 2. Высокая механическая прочность, пористость и оптимальный гранулометрический состав 3. По физико-химическим свойствам: высокие восстановимость и температура начала размягчения. Первая группа требований зависит от свойств сырья, усреднения, обогащения и дозирования; вторая и третья – от технологии спекания. Физико-химические свойства. Восстановимость агломерата, зависит от его минералогического состава и пористости, она увеличивается с ростом основности, т.к. при этом происходит замена трудновосстановимой оливиновой связки на легковосстановимую феррито-кальциевую. Максимальная восстановимостью обладают агломераты с основностью 1,4–1,5. Температура начала размягчения современных офлюсованных агломератов составляет 1050–1250 °С.Физические свойства. Крупность кусков агломерата должна быть не менее 5 мм. Оптимально 20-50мм. Холодная прочность препятствующая разрушению агломерата при его транспортировке и загрузке в печь; горячая – препятствующую разрушению под воздействием давления столба шихты в доменной печи при высоких температурах. Холодную прочность агломерата определяют во вращающемся барабане с последующим ситовым анализом (ГОСТ 15137-77). В барабан диаметром 1000 мм и шириной 500 мм загружается проба агломерата массой 15 кг фракции +15 мм и вращается со скоростью 25 об/мин в течение 8 минут. Выход класса более 5 мм (%) характеризует сопротивление материала на удар, содержание класса менее 0,5 мм характеризует истирание материала. Горячую прочность агломерата определяют во вращающемся барабане в атмосфере СО–СО2 при нагреве или по газопроницаемости сдавливаемого нагретого слоя агломерата. Повышенной горячей прочностью обладает агломерат с содержанием 7-10% FeO.Пористость агломерата в значительной степени определяет его восстановимость, она составляет для промышленных агломератов от 25 до 45%.
Качество окатышей. Окатыши должны иметь максимальное содержание железа, высокую механическую прочность (в сыром и обожженном состояниях), минимальные содержания серы и мелочи, оптимальную основность и ситовый состав. Содержание железа зависит от подготовки концентрата, а основность – от состава шихтовых материалов. Прочность окатышей обычно оценивается по двум показателям:- прочность при испытании на раздавливание – требуется более 2,5 кН/окатыш;- прочность на истирание после испытания в барабане, которая оценивается по выходу фракции 0-0,5 мм – требуется менее 3%;- прочность на удар после испытания в барабане, которая оценивается по выходу фракции >5 мм – требуется не менее 95%;- прочность на истирание (в барабане) после восстановления, которая оценивается по выходу фракции 0-0,5 мм – требуется менее 5%;- прочность на удар (в барабане) после восстановления, которая оценивается по выходу фракции >5 мм – требуется не менее 80%.