

Випалювальна конвейєрна машина.
Технические характеристики
Тип обжиговой машины |
ОК-108 |
ОК-306 |
ОК-315Л |
ОК-324/336 |
ОК-520 |
ОК-520/536 |
Производительность, т/ч |
90-110 |
280 |
304 |
259,2 |
391 |
360 |
Рабочая ширина/длина, м |
2/54 |
3/102 |
3/105 |
4/84 |
4/130 |
4/130 |
Рабочая площадь, м2 |
108 |
306 |
315 |
336 |
520 |
536 |
Высота слоя окатышей, мм |
320 |
450 |
480 |
500 |
400 |
400 |
Количество газовоздушных камер, шт. |
27 |
34 |
35 |
27 |
32,5 |
33 |
Размер газовоздушной камеры, м |
2х2 |
3х3 |
3х3 |
4х3 |
4х4 |
4х4 |
Количество обжиговых тележек, шт. |
136 |
189 |
171 |
142 |
204 |
210 |
Размер обжиговых тележек, м |
2х1 |
3х1,35 |
3х1,5 |
4х1,5 |
4х1,5 |
4х1,5 |
Масса обжиговой тележки, т |
3,225 |
6,8 |
8,21 |
9,48 |
9,05 |
10,5 |
Скорость движения обжиговых тележек, м/мин |
0,5-3,0 |
0,63-3,78 |
1,5-3,5 |
0,72-2,5 |
1,8-5,6 |
1,8-3,12 |
Удельный расход тепла топлива мДж/т (тыс. ккал/т) |
1260 (301,0) |
502 (120,0) |
200 (47,6) |
648 (155,0) |
540 (129,0) |
586 (140,0) |
Максимальная температура над слоем окатышей в зоне обжига, °С |
1350 |
1350 |
1280 |
1300 |
1300 |
1350 |
Максимальная температура в газовоздушной камере зоны рекуперации, °С |
550 |
550 |
550 |
550 |
550 |
600 |
Температура окатышей на выходе из машины, °С |
300 |
150 |
120 |
130 |
130 |
130 |
Мощность электродвигателя привода машины, кВт |
20 |
17 |
22 |
22 |
32х2 |
32х2 |
Масса машины, т |
1230 |
3500 |
2950 |
2610 |
4064 |
4580 |
Білет22
Визначення коефіцієнта гідравлічного опору пористого шару.
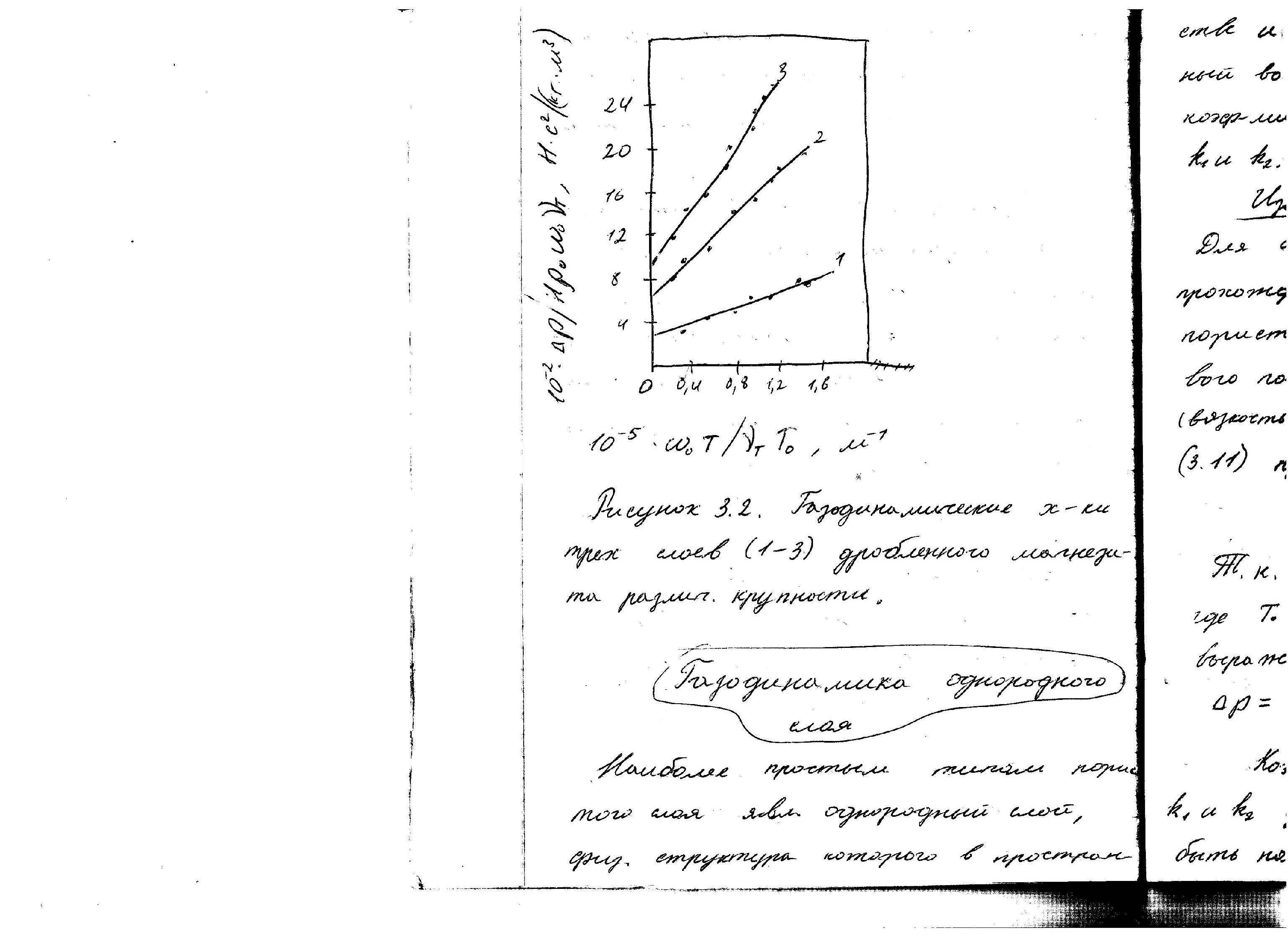
Учитывая необходимость экспериментального определения большого числа параметров слоя, а именно – пористость, вязкость, эквивалентный диаметр зерен, коэффициент формы зерен, постоянные коэффициенты А2 и И (эмпирические коэф.) , целесообразно представить их в виде обобщающих эмпирических коэффициентов
В этом случае уравнение газодинамики получает вид :
Т.о. коэффициенты гидродинамического сопротивления К1 и К2 определяющие только свойства слоя, являются объективными и однозначными показателями газодинамических свойств слоя пористых материалов в области переходного режима.
Численное значение коэффициентов К1 и К2 для данного слоя могут быть определены при условии если известны найденные экспериментально две скорости движения газового потока, и соответствующие им потери напора.
Аналитически К1 и К2 находятся решением системы уравнения (3). Точнее К1 и К2 могут быть определены графически после преобразования уравнения (3) следующим образом :
(4)
полученное выражение является уравнением прямой линии где К2 – tg угла наклона этой линии к оси абсцисс , а К1 отрезок отсекаемый на оси ординат!