

5. Классификация соединений деталей машин
В изделиях машиностроения имеется большое количество разнообразных соединений деталей. В машинах примерно 35-40% соединений типа цилиндрический вал – втулка, 15-20% плоскостных, 15-25% резьбовых, 6-7% конических, 2-3% сферических и др. [2]. Все эти соединения характеризуются различными конструктивными, технологическими и экономическими факторами: степенью относительной подвижности, возможностью разборки, технологичностью в сборке и демонтаже, видом контакта сопрягающихся поверхностей деталей, прочностью, химической стойкостью, затратами труда и средств на сборку и т.д.
Обобщенная классификация соединений деталей представлена:
Типы соединения деталей машин
По конструктивным признакам
Подвижные
Неподвижные
Разьемные
Неразьемные
По технологическим признакам
Резьбовые
Сварные
Паяные
Прессовыные
Заклепочные
Клеевые
Вальцовачные
Осуществляемые гибкой
По контактным признакам
Соединения с непосредственным контактом по поверхности сопряжения
Общим
Линейным
Местным
Точечным
в. Соединения с контактом на поверхности сопряжения черех промежуточный слой
Общим
Местным
Выбор наиболее оптимального (экономичного) соединения осуществляется на основе технико-экономических показателей. Одним из таких показателей является отношение стоимости к эксплуатационной характеристике сборочной единицы (передаваемые силы или крутящий момент, допустимое напряжение, надежность и др.).
6. Методы сборки соединений деталей машин
Соединения деталей машин, получаемые при сборке, можно разделить на два вида: соединения без натяга и соединения с натягом.
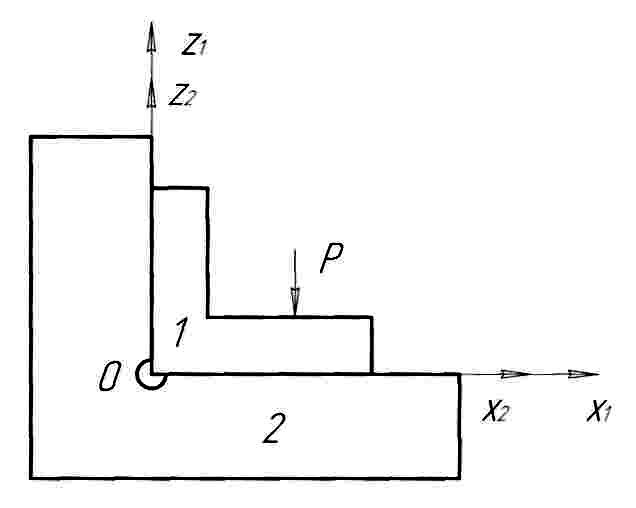
Сущность сборки деталей без натяга заключается в том, что процесс соединения осуществляется за счет совмещения основных конструкторских баз присоединяемой детали со вспомогательными базами базирующей детали и последующим приложением силового замыкания (рис.3).
![]()
Сборка соединений деталей с натягом производится механическим и тепловым методами.
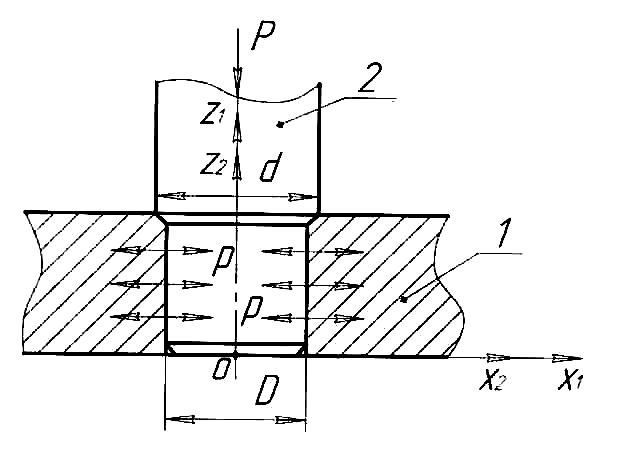
При механическом методе для получения посадок с натягом (прессовых) применяют механические и гидравлические прессы. Особые требования при этом предъявляются к точности совмещения поверхностей сопрягаемых деталей. Так, например, при запрессовке детали 1 в корпус 2 (рис.4) требуется: совместить до начала запрессовки ось шейки вала с осью отверстия, т.е. правильно расположить (забазировать) координатную систему вала относительно координатной системы отверстия; исключить возможность перекоса и смещения оси шейки вала относительно оси отверстия в процессе запрессовки; предотвратить попадание стружки между сопрягаемыми поверхностями деталей. Обеспечение этих требований осуществляется с помощью направляющих фасок, равномерной нагрузки и применения направляющих приспособлений.
Наибольшая величина силы Р запрессовки определяется по формуле
![]() ,
,
где f – коэффициент трения при запрессовке (в зависимости от материалов деталей, шероховатости поверхностей, смазки и др., он колеблется от 0,02 до 0,3);
d – диаметр охватываемой детали;
L – длина сопряжения;
p – напряжение сжатия на сопрягаемых поверхностях.
При тепловом методе сборка осуществляется посредством нагрева охватывающей детали или охлаждением охватываемой детали.
Температуру tн, до которой необходимо нагреть охватывающую деталь, рассчитывают по формуле
![]()
![]()
где
![]() - максимальный диаметр охватываемой
детали;
- максимальный диаметр охватываемой
детали;
![]() - минимальный
диаметр охватывающей детали;
- минимальный
диаметр охватывающей детали;
![]() - минимальный
зазор, обеспечивающий свободное
соединение сопрягаемых деталей;
- минимальный
зазор, обеспечивающий свободное
соединение сопрягаемых деталей;
![]() - коэффициент
линейного расширения материала
нагреваемой детали.
- коэффициент
линейного расширения материала
нагреваемой детали.
Для нагрева деталей используются, как правило, масляные ванны с различными источниками тепла или газовой среды.
Температура to, до которой необходимо охладить охватываемую деталь, определяется по формуле
![]() .
.
Для охлаждения деталей используют твердую углекислоту (сухой лед, t = - 78,50С); жидкие: азот (t = - 195,40С), кислород (t = -182,50С) или воздух (t = -1900С). Охлаждение деталей осуществляется в сетках, помещенных в термостатические камеры или шкафы.
При значительных величинах натяга применяют комбинированный способ, в котором охватывающую деталь нагревают, а охватываемую охлаждают.
При получении качественных соединений деталей с натягом имеют большое значение режимы и время проведения процесса, которые определяются экспериментальным путем.
Каждый из описанных методов сборки соединений с натягом имеют свои достоинства и недостатки.
К недостаткам сборки соединения деталей под прессом следует отнести: неравномерность деформации тонкостенных деталей; возможность повреждения сопрягаемых деталей; потребность в мощных прессах; более высокие требования к шероховатости сопрягаемых поверхностей.
Сборка соединений деталей с натягом методом нагрева охватывающей детали также имеет недостатки, к которым относятся: возможное изменение структуры материала; появление окалины, из-за которой соединение становится трудно разъемным; возникновение коробления деталей.
По сравнению с первым методом сборки он имеет рад преимуществ: прочность соединения увеличивается в 2-3 раза; возможность получения качественных соединений при больших натягах и др.
При охлаждении охватываемой детали таких недостатков не наблюдается. Однако способ охлаждения уступает методу нагрева, так как при этом способе возможна реализация посадок с относительно меньшими натягами, поскольку детали охлаждаются до фиксированных температурных перепадов.
Вывод: выбор метода получения посадок с натягом при разработке технологического процесса сборки зависит от большого числа факторов: технологического оснащения сборочных цехов, конструктивных особенностей сборочной единицы, технико-экономических показателей и других.