

Погрешности, вызываемые осевое перемещение вала и особенности их суммирования.
Осевое перемещение валов, собранных на опорах скольжения, возникает из-за зазоров между торцами опор и вала, а также вследствие отклонений от перпендикулярности торцовых поверхностей опор и вала к оси вращения вала.
У большинства машин требуемые зазоры между торцами опор и вала обеспечиваются при сборке методом регулирования. Что же касается отклонений от перпендикулярности торцовых поверхностей, то здесь необходимо учитывать следующие особенности:
- осевое перемещение вала возможно только в том случае, если каждая из сопрягающихся торцовых поверхностей имеет отклонения от перпендикулярности; если же отклонение от перпендикулярности оси вращения вала имеет только одна из соприкасающихся поверхностей, то вал теоретически не будет иметь осевого перемещения (рис. 23,а);
- из отклонений от перпендикулярности двух соприкасающихся поверхностей в образовании осевого перемещения вала участвует только меньшее по значению отклонение; так на рис. 23,б вал будет иметь осевое перемещение, равное погрешности 1, а на рис. 23,в – перемещение, равное погрешности 2, которое измеряется индикатором.

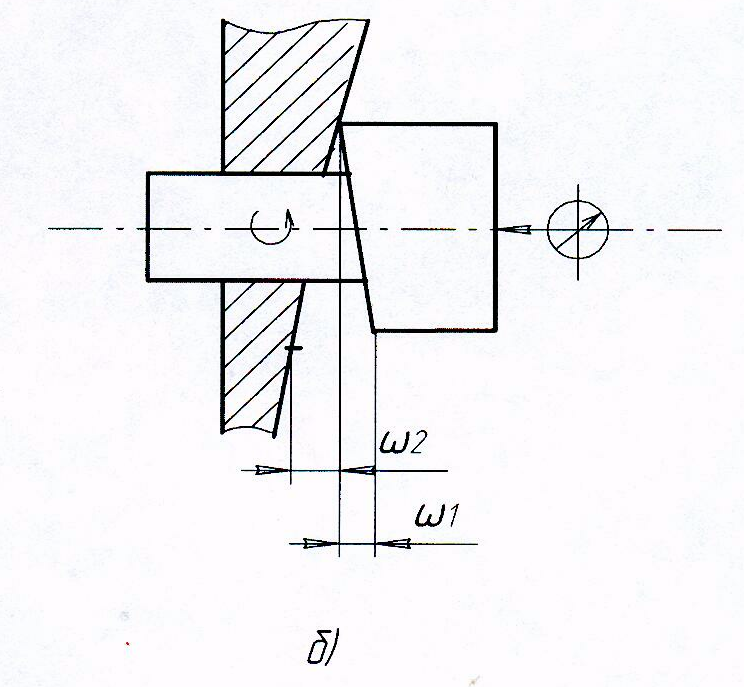
Рис.23. Схемы образования погрешностей осевого перемещения вала
Уменьшение осевого перемещения вала может быть достигнуто:
- уменьшением допуска на отклонение от перпендикулярности одного торца к оси вращения вала в каждой паре соприкасающихся деталей; ужесточение допуска целесообразно производить для той детали пары, которую легче изготовить с более высокой точностью;
- сокращением числа пар соприкасающихся поверхностей;
применением при сборке шабрения.
37. Технологические методы, применяемые для устранения погрешностей при сборке валов.
Уменьшение осевого перемещения вала может быть достигнуто:
- уменьшением допуска на отклонение от перпендикулярности одного торца к оси вращения вала в каждой паре соприкасающихся деталей; ужесточение допуска целесообразно производить для той детали пары, которую легче изготовить с более высокой точностью;
- сокращением числа пар соприкасающихся поверхностей;
применением при сборке шабрения.
Подшипники скольжения могут быть цельными и разъемными. В первом случае подшипник представляет собой цельную втулку, запрессованную в корпус. Во втором случае каждая втулка состоит из двух частей - вкладышей.
Запрессовка цельных втулок в корпус обычно сопровождается их деформацией. Собственные погрешности корпуса и втулок, а также деформация втулок создают необходимость исправления размеров, формы и относительных поворотов рабочих поверхностей втулок после их постановки в корпус. Для исправления указанных погрешностей применяют развертывание отверстий комбинированными развертками, тонкое растачивание, калибрование шариком или пуансоном.
В единичном и мелкосерийном производствах, а также при изготовлении тяжелых машин, имеющих подшипники больших размеров, для устранения погрешностей применяют шабрение. Шабрение ведут до получения равномерного распределения пятен краски на 80% обрабатываемой поверхности втулки.
При высоких требованиях, предъявляемых к работе вала, в дополнение к шабрению производят притирку поверхностей сопряжения вала и втулок. Сначала отверстия притирают по специальному притиру – "ложному" валу, а заканчивают эту операцию по рабочему валу.
Разъемные подшипники, состоящие из вкладышей, подразделяются на невзаимозаменяемые и взаимозаменяемые. В первых подшипниках антифрикционный слой обрабатывают после установки вкладышей в корпус одним из рассмотренных выше методом, исправляя тем самым погрешности изготовления и монтажа вкладышей. Если же вкладыши взаимозаменяемые, то на сборку они поступают окончательно обработанными и качество монтажа играет решающую роль в достижении требуемой точности подшипника.
Для правильной работы подшипника необходимо, чтобы его вкладыши полностью прилегали наружной поверхностью к основанию и крышке подшипника. При неправильном прилегании вкладыша под действием сил, возникающих в процессе работы, будет изменяться геометрическая форма, что приведет к нарушению нормального контакта вала с подшипником. Неплотное прилегание вкладыша к корпусу или крышке приводит к нарушению теплопередачи от вкладыша к корпусу, температура вкладыша повышается и создается опасность оплавления подшипника.
При установке невзаимозаменяемых вкладышей плотность их соприкосновения с основанием и крышкой достигается увеличенными натягами (0,05…0,1 мм) [2]. Посадочные гнезда под взаимозаменяемые вкладыши обрабатывают с повышенной точностью, а диаметральный натяг создают меньшим, не влияющим на точность рабочих поверхностей. Для этого вкладыши подбирают по гнездам с таким расчетом, чтобы после прижатия к поверхностям гнезд их края выступали над плоскостью стыка крышки на 0,05…0,1 мм. После затяжки болтов, крепящих крышку за счет этих выступов, создается посадка с натягом вкладышей в гнезда