

Методика разработки операционной технологии сборки.
Для проектирования операций технолог использует ранее разработанную маршрутную технологию узловой и общей сборки, намеченное содержание операций, такт сборки, если операции разрабатывают для поточной линии. На этом этапе разработки технологического процесса уточняют содержание операции, устанавливают последовательность и возможность совмещения переходов во времени, окончательно выбирают оборудование, приспособления и инструменты (или разрабатывают технические задания на их конструирование), назначают режимы работы сборочного оборудования, корректируют нормы времени и устанавливают схемы наладок.
Одним из ответственных моментов при проектировании технологического процесса сборки является выбор схемы базирования. Исходными данными для выбора баз при базировании являются сборочный чертеж, технические условия, маршрутное описание сборки.
При выборе технологических баз используют принципы единства и совмещения баз, осуществляют необходимые пересчеты размеров и допусков, расчеты погрешностей базирования. Особое значение выбор баз приобретает при автоматической сборке, а также при сборке на сборочных машинах. При этом приходится выбирать технологические базы не только для базовой детали, но и для деталей, которые монтируют на базовые детали.
Проектирование сборочной операции – задача многовариантная. Варианты оценивают по производительности и себестоимости.
27. Определение числа рабочих-сборщиков.
К производственным рабочим механосборочных цехов относят станочников и наладчиков оборудования, слесарей для выполнения ручных и механизированных операций обработки, пригонки и сборки, мойщиков деталей и других рабочих, непосредственно занятых выполнением операций технологического процесса обработки деталей и сборки изделий.
Число производственных рабочих, непосредственно занятых выполнением операций технологического процесса, определяют по трудоемкости выполняемого объема работ. Число сборщиков определяют по формуле:
![]() (2.19)
(2.19)
где Тсб – трудоемкость соответствующего вида работ в человеко-часах;
Фд – действительный эффективный фонд времени сборщика.
При проектировании механосборочных цехов применяют укрупненный способ определения числа производственных рабочих-сборщиков по числу рабочих мест Мсб [8] по следующей формуле:
![]() (2.20)
(2.20)
где Фр.м – эффективный годовой фонд времени рабочего места;
П – плотность работы (среднее число рабочих, одновременно работающих на одном посту);
Ки – коэффициент использования оборудования, для сборки Ки = 0,8.
При поточной сборке необходимо предусматривать до 5% "скользящих" рабочих (для замены временно отсутствующих) по отношению к общему числу производственных рабочих.
В условиях крупносерийного и массового производства для обслуживания оборудования в составе производственных рабочих предусматривают наладчиков, число которых определяют по нормам обслуживания, установленным для каждого типа оборудования [9].
П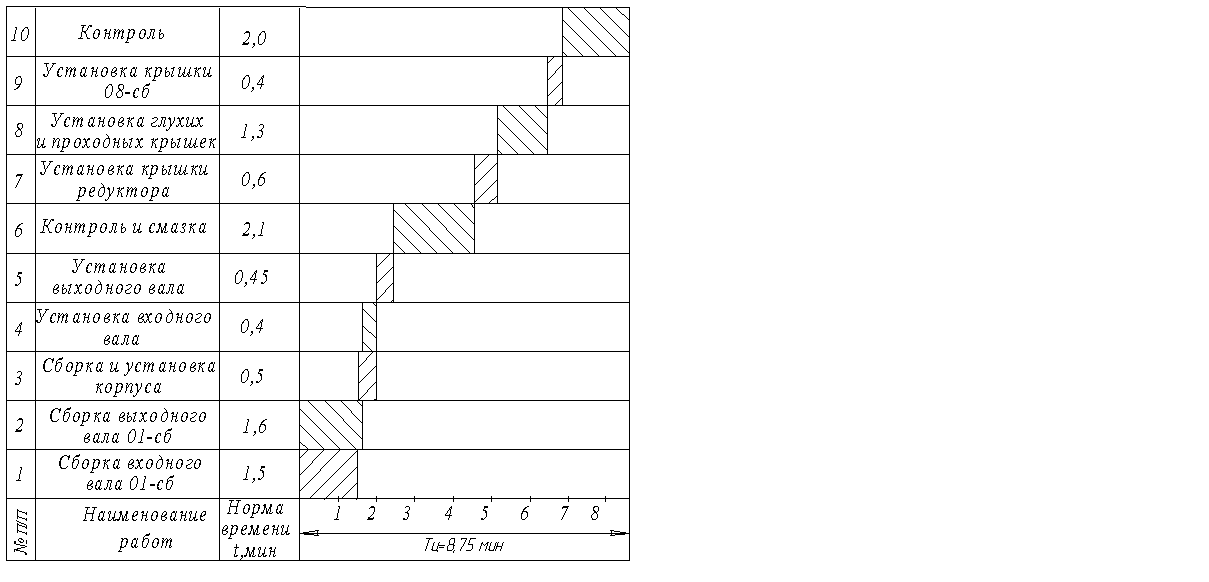 ри
детальном расчете число производственных
рабочих уточняют с учетом размещения
оборудования, анализа условий совмещения
профессий и построения циклограммы
сборки.
ри
детальном расчете число производственных
рабочих уточняют с учетом размещения
оборудования, анализа условий совмещения
профессий и построения циклограммы
сборки.