

36. Особенности монтажа валов на опорах качения.
Задачи, которые решались при сборке валов на опорах скольжения пригонкой, не могут быть решены тем же методом при сборке валов на опорах качения. Подшипники качения пригонке не поддаются, и сборка валов на подшипниках качения производится методами взаимозаменяемости и регулирования.
Для легкого вращения вала в опорах качения в подшипниках должен быть обеспечен радиальный зазор. Подшипники средних размеров изготовляют с радиальным зазором 5…15 мкм [2]. Подшипники качения соединяют с корпусом и валом обычно посредством неподвижных посадок. Рекомендации по выбору посадок в зависимости от вида нагружения приводятся в [5].
Значительные трудности при монтаже валов на опорах качения вызывает уменьшение радиального биения валов. В отличие от валов на опорах скольжения (рис. 23,а) в образовании радиального биения участвует большее число звеньев; добавляется собственное биение подшипников (рис. 24).
АΔ=А1+А2+А3; БΔ=Б1+Б2+Б3; ε=АΔ+БΔ.
Рис. 24. Размерные цепи, определяющие радиальное биение конического отверстия шпинделя
Как и при опорах скольжения, расстояние между подшипниками, а также положение сечения вала относительно переднего и заднего подшипников влияют на радиальное биение вала в рассматриваемом сечении.
Р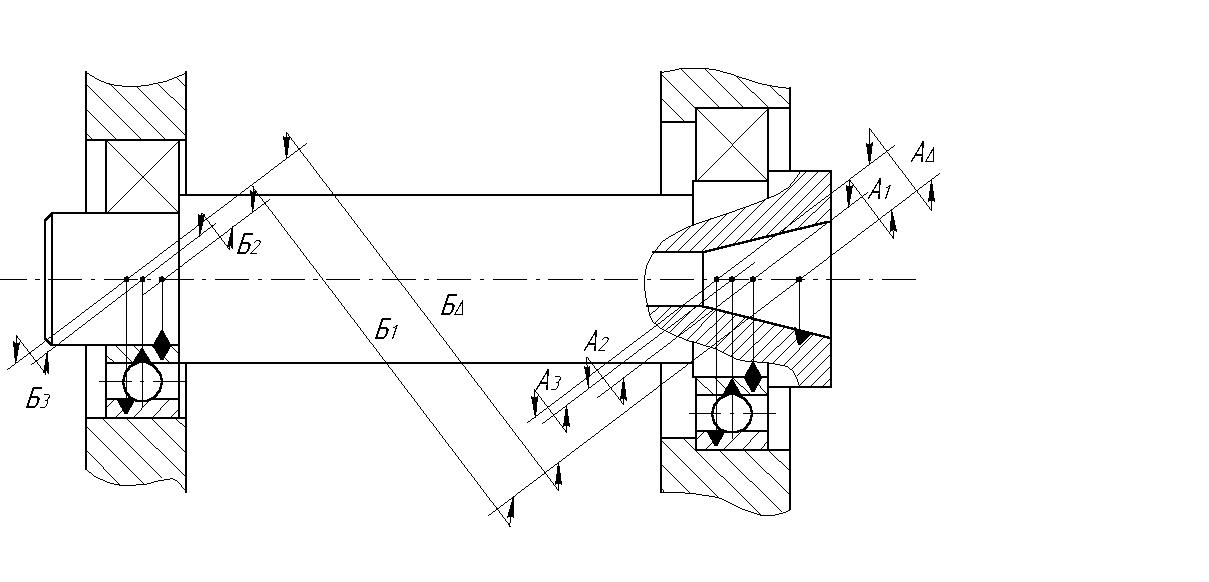 адиальное
биение какой-либо поверхности вала
можно уменьшить приданием определенного
направления эксцентриситетам поверхностей
вала и внутреннего кольца подшипника
[10]. В общем случае для уменьшения
радиального биения поверхностей вала
методом регулирования для каждой из
опор необходимо:
адиальное
биение какой-либо поверхности вала
можно уменьшить приданием определенного
направления эксцентриситетам поверхностей
вала и внутреннего кольца подшипника
[10]. В общем случае для уменьшения
радиального биения поверхностей вала
методом регулирования для каждой из
опор необходимо:
- подобрать подшипники таким образом, чтобы эксцентриситеты отверстий внутренних колец по отношению к беговым дорожкам наружных колец были равны эксцентриситетам соответствующих опорных шеек вала по отношению к рассматриваемой поверхности или чтобы их разность была меньше допуска на биение вала в каждой опоре;
- смонтировать опоры и вал так, чтобы эксцентриситеты взаимно компенсировались; для этого эксцентриситеты должны располагаться в каждой опоре в одной плоскости, но в различных направлениях. еподш = ешейки вала
Обеспечение требуемого радиального биения при сборке валов на пк.
Значительные трудности при монтаже валов на опорах качения вызывает уменьшение радиального биения валов. В отличие от валов на опорах скольжения (рис. 23,а) в образовании радиального биения участвует большее число звеньев; добавляется собственное биение подшипников.
Как и при опорах скольжения, расстояние между подшипниками, а также положение сечения вала относительно переднего и заднего подшипников влияют на радиальное биение вала в рассматриваемом сечении.
Радиальное биение какой-либо поверхности вала можно уменьшить приданием определенного направления эксцентриситетам поверхностей вала и внутреннего кольца подшипника [10]. В общем случае для уменьшения радиального биения поверхностей вала методом регулирования для каждой из опор необходимо:
- подобрать подшипники таким образом, чтобы эксцентриситеты отверстий внутренних колец по отношению к беговым дорожкам наружных колец были равны эксцентриситетам соответствующих опорных шеек вала по отношению к рассматриваемой поверхности или чтобы их разность была меньше допуска на биение вала в каждой опоре; еподш = ешейки вала
- смонтировать опоры и вал так, чтобы эксцентриситеты взаимно компенсировались; для этого эксцентриситеты должны располагаться в каждой опоре в одной плоскости, но в различных направлениях.
Монтаж конических роликовых подшипников осуществляется следующим образом. Внутреннее кольцо с роликами и сепаратором напрессовывают на вал, а наружное кольцо – в корпус.
Радиальный зазор в коническом роликоподшипнике регулируют осевым смещением наружного кольца с помощью подвижных компенсирующих устройств (установочных гаек, регулировочных винтов) или неподвижных компенсаторов (колец, прокладок).
Регулирование радиального зазора в конических подшипниках является ответственной операцией. Неправильно установленный зазор служит основной причиной преждевременного износа подшипника.
При недостаточном зазоре ролики защемляются кольцами и усиленно изнашиваются со стороны большего диаметра; при больших зазорах ролики воспринимают повышенные динамические нагрузки и изнашиваются главным образом со стороны меньшего диаметра [2,3].
При монтаже валов на опорах качения следует следить за тем, чтобы отклонение от параллельности оси вращения вала основным базам корпусной детали в двух координатных плоскостях не превышало установленных допусков.
Основными причинами отклонений от параллельности оси вращения вала основным базам корпуса могут быть:
- отклонения от параллельности осей отверстий под опоры вала в корпусной детали основным базам;
- эксцентриситеты поверхностей наружных колец подшипников качения.
Для правильной работы и надежного сопряжения подшипника с валом и корпусом большое значение имеет точность посадочных поверхностей вала и корпуса. Кольца подшипника вследствие деформации при посадке на вал и в корпус копируют погрешности отверстия в корпусе или шейки вала. Эти деформации искажают форму беговых дорожек колец и приводят к неравномерности радиального зазора в подшипнике. Конусообразность посадочных поверхностей вала и корпуса приводит к неравномерному натягу колец подшипника.