3. Роль поверхнево-активних речовин (пар) в змащувальних матеріалах.
Присадки, які вводяться в мастила, є поверхнево-активними речовинами, призначеними для поліпшення їх триботехнічних, хімічних та реологічних властивостей.
Присадками називають речовини, що добавляють до мастильних матеріалів для надання їм нових чи зміни існуючих властивостей. Найбільш широко використовують три види присадок: антифрикційні, протизносні, протизадирні.
Антифрикційні присадки – присадки до мастильних матеріаілв, які знижують коефіціент тертя. В якості антифрикційних присадок використовують тваринні чи рослинні жири і жирні кислоти, а також сполуки сірки, фосфору, азоту, різних металів (свинцеві мила, сполуки сірки, молібдену, вольфраму, цинку і ін.). Всі ці сполуки є поверхнево-активними речовинами, які адсорбуються на поверхні метала і утримуються слабкими вандерваальсовими силами.
Протизносні присадки – присадки до мастильних матеріалів, які знижують зношування поверхонь тертя. В якості цих присадок використовують похідні фосфорних кислот, цинкові солі, фосфорно-кислі солі барію. Механізм дії цих присадок полягає в утворенні адсорбційних плівок на поверхні метала.
Протизадирні присадки – присадки до мастильних матеріалів, які перешкоджають, обмежують чи затримують заїдання поверхонь тертя при високих контактних температурах і навантаженнях. Заїдання викликаються тим, що при пластичній деформації, яка виникає при терті, виникають ювенільні (чисті) поверхні та вакансії в кристалічній решітці метала. Хімічно-активні протизадирні присадки реагують з ювенільними поверхнями, насичуючи вакансії кристалічної решітки і тим самим запобігаючи схоплюванню. В якостіпротизадирних присадок використовують органічні похідні сірки і хлору.
Крім цих основних видів присадок використовують також антикорозійні, антиокислювальні, протипінні, диспергуючі і ін. Використовують також багатофункціональні присадки і композиції присадок для максимального забезпечення необхідних властивостей.
Найбільш поширеним загусником є металеві мила - солі жирних кислот і металів. Металеві мила є поверхнево-активними речовинами, тому вони виконують не тільки роль каркаса, але і додають змащувальному матеріалу протизношувальні і протизадирні властивості.
ЕКЗАМЕНАЦІЙНИЙ БІЛЕТ № 25
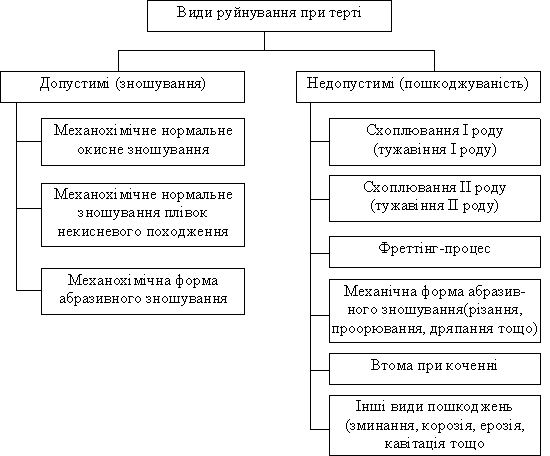
1. Зношування і пошкоджуваність. Класифікація видів зношування.
За умовами зовнішнього впливу на поверхневий шар розрізняють наступні види зношування:
механічне зношування — зношування матеріалу внаслідок механічних впливів під час тертя:
абразивне зношування — зношування внаслідок дії твердих тіл або твердих частинок, які ріжуть чи дряпають поверхню матеріалу, яке у свою чергу поділяється на зношування закріпленим чи незакріпленим абразивом. Останнє включаєгідроабразивнеі газоабразивне зношування, яке відбувається внаслідок дії твердих тіл або частинок, що їх переноситьпотік рідиниабо газу;
гідроерозійне (газоерозійне) зношування — зношування внаслідок дії потоку рідини (газу);
кавітаційне зношування — полягає в руйнуванні поверхні металу під дією точкових гідроударівпри захлопуванні бульбашок газу, що утворюються у високошвидкісному потоцірідини, який обтікає виріб в умовах змінних перепадівтиску;
утомне зношування виникає від утоми в умовах багаторазового деформування мікрооб'ємів матеріалу поверхневого шару. При тривалій циклічній дії напружень в поверхневому шарі металу утворюються втомні тріщини. Близько розташовані тріщини об'єднуються, що призводить до відділення тонких лусок металу;
фретингове зношування — зношування тіл, що перебувають у контакті, в умовах малих коливальних відносних їх переміщень;
адгезійне зношування — зношування внаслідок локального адгезійного з'єднання двох твердих тертьових тіл та глибокого виривання матеріалу з їхніх поверхневих шарів;
механохімічне зношування — зношування матеріалу внаслідок механічних впливів під час тертя, що супроводжується хімічною і (чи) електрохімічною взаємодією матеріалу з середовищем. Воно поділяється на:
окиснювальне зношування, під час якого переважає хімічна реакціяматеріалу з киснем чи окисним середовищем у зоні контакту тертьових поверхонь;
фретинг-корозійне зношування — зношування тіл , що перебувають в контакті, в умовах малих коливальних відносних їх переміщень;
електроерозійне
зношування —
зношування матеріалу внаслідок дії
наповерхню тертя електричних розрядів.