

2. Покращення умов тертя.
Конструктивні можливості покращення умов тертя деталей машин дуже різноманітні і їх систематизація найбільш доцільна по направленості конструк-тивних вирішень :
- зниження контактного навантаження;
- зменшення роботи тертя;
- усунення можливості схоплювання поверхонь тертя;
- ізоляція від хімічних агентів зовнішнього середовища.
Умови тертя є найважливішим фактором, який визначає зносостійкість матеріалу в заданих зовнішніх умовах роботи деталей, які труться і впливають на динаміку зношування. При пошуку раціональних конструктивних рішень в кожному окремому випадку необхідно для уникнення надмірного ускладнення і подорожчання конструкції виявити мінімальний комплекс вимог до умов тертя, достатніх для досягнення заданого ресурсу деталей. Для правильного вирішення даної задачі потрібно знати закономірності зношування, а також можливий характер і кількісну міру впливу на швидкість зношування тих чи інших факторів, що визначають умови тертя і які піддаються регулюванню конструк-тивними засобами. Деякі із цих питань розглянуті в наступних розділах.
Тут розглянемо в загальному вигляді один з основних факторів - контактне навантаження деталей, які зношуються .В умовах абразивного зношування, коли в передачі навантаження від однієї деталі до другої приймають участь тверді частинки, оцінку контактного навантаження слід проводити умовно - по номінальному тиску в кгс/см2 .
При дослідженні механічних процесів в місцях фрикційних контактів, а також при вивченні зносостійкості матеріалів впив тиску Р на зношування розкрито з достатньою повнотою теоретично і експериментально. Так, для умов зношування зразка матеріалу при терті до абразивної шкірки , коли поверхневий шар руйнується під одночасною дією твердих і гострих зерен, залежність W=f(p) - має лінійний характер.
Для більш загального випадку І. В. Крагельський вивів залежність зношу-вання від тиску у вигляді степеневої функції з показником степеня n(1.
При цьому , в міру збільшення тиску показник степеня зменшується пря-муючи до одиниці, а коефіцієнт збільшується при зношуванні окисних плівок.
В наближених розрахунках використовується ,в основному, емпірична лінійна залежність W=f(p) , що з'явилась, можливо, як наслідок існуючого деякий час уявлення про пропорційність зношування до роботи тертя:
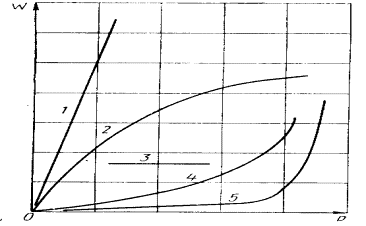
Рис.12.19 Схематична за-лежність зношування від контактного навантаження деталей тертя
де F - сила тертя; L - шлях тертя; f - постійний коефіцієнт тертя;c1,.c2 - емпіричні коефіцієнти.
Внаслідок різноманітності конструктивно-експлуатаційних факторів і різного характеру їх впливу на зношування деталей із зростанням навантаження, функція W=f(p) може бути представлена як показує досвід самими різними виразами. Графічна інтерпретація деяких з них в довільному масштабі показано на рис.12 .19.
Лінійна залежність W=f(p) спостерігається у тих випадках (лінія 1), коли з підвищенням навантаження деталі процес зношування якісно не змінюється, а лише інтенсифікується.
Постійне зменшення швидкості зношування (лінія 2) з зростанням контактного навантаження виражає два можливих процеси - зміцнення поверхневого шару, або повільна і задовільна зміна процесу зношування, що зумовлена впливом навантаження на характер взаємодії абразивних частинок з контактуючими поверхнями деталей.
Рідкісний, але практично можливий випадок незалежності зносу від навантаження (лін.3) описано в роботах Г.І.Скундіна і Г.В. Виноградова з співробітниками (1,2). Руйнування поверхневого шару при цьому відбувається при роздробленні абразивних зерен між поверхнями контактуючих деталей та залежить від міцності зерен, а не від зовнішнього навантаження, лише б вона була достатньою для роздроблення зерен (3).
Прогресуюче підвищення швидкості зношування, монотонне (лінія 4) або таке, що починається після досягнення критичного навантаження (лінія 5), свідчить про загальне погіршення умов тертя з підвищенням контактного навантаження, в наслідок підвищення нагріву поверхневого шару, погіршення змащувальної дії масляних плівок, збільшення долі контактів з молекулярною взаємодією і т.п.
Пропорційна залежність між зношенням W і шляхом тертя L ніколи не піддавалася сумніву і вводилась в розрахункові формули зношування чи інтенсивності зношування. Залежність W=k(L добре підтверджується при лабораторних дослідах зразків матеріалів на зношуваність, але не застосовується в загальному випадку для деталей машин. Дійсно, якщо динаміка зношування даної деталі описується рівнянням:
то при пропорційності часу (, шляху L тертя залежність W=f(L) аналогічна рівнянню . W=f((),
Тобто, при нелінійних (-функціях пропорційність зношення шляху тертя не зберігається, що необхідно враховувати при оцінці зносостійкості деталей, визначенні допустимого зносу і при вирішенні ряду інших задач.
Велику шкоду приносять додаткові навантаження в кінематичних схемах машин, зменшуючи к.к.д. механізмів і інтенсифікуючи зношування деталей. Додаткові навантаження виникають через неточність складання вузлів, деформації елементів несучої системи і зміщення геометричних осей спряжених деталей в процесі експлуатації, зношування інструменту, а також внаслідок росту динамічних навантажень при збільшенні зазорів та дисбалансі рухомих частин машини.
Типові конструктивні вирішення, що зменшують корозію показані на рис.12.20.

Рис. 12.20. Типові конструктивні вирішення корозійної стійкості: 1 - конфігурація деталі з точки зору накопичення вологи, а - направлена конфігурація; б - правильна конфігурація; 2 - приклади конструкцій ємностей, а - нерекомендовані, так як не повністю опорожнюються; б - рекомендовані; 3 - складові форми з'єднання, а - нерекомендовані; б - рекомендовані; 4 - заповнення щілин, а - відсутність заповнення, можлива щілинна корозія; б - заповнення щілини, корозія виключена; 5 - вплив гострих граней на рівномірність покриття, а - неправильна конструкція (гострий кут); б - правильна конструкція; 6 - поппередження контактної корозії введенням електроізоляції різнородних металів, а - ізолюючі прокладки і втулки; б - ізолююча втулка; 7 - зварне з'єднання з корозійної точки зору, а - неправильна; б - правильна.