

1. Надійність комбінованих систем.
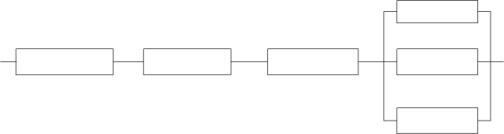
В такому випадку ця система не може бути віднесена ні до послідовної, ні до паралельної, наприклад, цукрове виробництво, де паралельні лінії перекачування технологічної системи мають додатковий насос, який за необхідності може бути резервним.
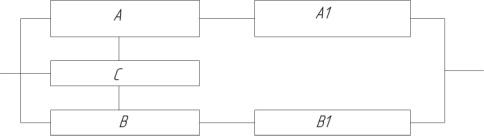
Основна система з елементом,яка дублюється і передбачено елемент,який резервується А і В. для розрахунку використовують теорему Байєса.
2. Застосування відпалу деталей для забезпечення надійності обладнання.
Відпа́люванням ста́лі називається вид термічної обробки сталі, що полягає у нагріванні матеріалу до певної температури, витримування і наступне, як правило, повільне охолодження (в печі) з метою одержання рівноважної структури. Основними видами відпалювання сталі є: відпал першого роду; відпал другого роду; нормалізаційний відпал (нормалізація).
Відпал першого роду
Відпал першого роду — відпал, при якому, як правило, не відбувається фазових перетворень (перекристалізації), а якщо вони мають місце, то не впливають на кінцеві результати, передбачені його цільовим призначенням: усунення хімічної і фізичної неоднорідності. Тому відпал І роду можна проводити при температурах вищих або нижчих від температур фазових перетворень (критичних точок A1 та A3). Розрізняють такі різновиди відпалу першого роду: гомогенізувальний (дифузійний), рекристалізаційний та відпружувальний (релаксаційний).
Гомогенізувальний відпал — це відпал виливок з вуглецевих та легованих сталей при температурі 1100...1200 °C з витримуванням 15...20 годин з метою зменшення дендритної або внутрішньокристалітної ліквації, яка сприяє підвищенню схильності сталі, що обробляється тиском, до крихкості та анізотропії властивостей. Після витримування проводять охолодження до 800...820 °C в печі, а далі на повітрі. З метою покращення технологічної пластичності високовуглецеві леговані сталі (швидкорізальні, підшипникові тощо) часто піддають ступінчастому гомогенізуванню (ступінчастому високотемпературному обробленню):перше витримування протягом 2 год при 1120...1200 °C; друге — при 1160...1240 °C; третє — при 1150...1200 °C.
Рекристалізаційний відпал — це відпал наклепаної сталі при температурі, що перевищує температуру початку рекристалізації, з метою усунення наклепу і одержання певної величини зерна. Його проводять після холодного деформування (вальцювання,волочіння тощо). В процесі цього відпалу зменшується міцність і твердість та відновлюється пластичність деформованого металу. Для сталей з вмістом вуглецю 0,08...0,20% температура відпалу становить 680...700 °C, для високовуглецевих легованих сталей — 700 °C з тривалістю витримування 0,5...1,5 години.
Відпружувальний відпал — вид відпалу, якому піддають виливки, зварні конструкції та деталі після обробки різанням, у яких виникають внутрішні залишкові напруження. Для повного зняття залишкових напружень найчастіше використовують відпал при 550...650 °C. Час витримування обирають дослідним шляхом (від декількох годин), а швидкість нагрівання та охолодження такою, щоб виключити можливість виникнення нових внутрішніх напружень.
Відпал другого роду
Відпал другого роду полягає у нагріванні сталі до температур вище за точки A3 або A1, витримуванню і з наступним повільним охолодженням.
Вихідними фазами перед нагріванням здебільшого є ферит і цементит. Під час нагрівання і витримки вихідні структури — ферито-перлітна доевтектоїдної сталі і перлітна евтектоїдної сталі переходять в аустенітну, а перліто-цементитна структура заевтектоїдної сталі — в аустеніто-цементитну. Мала швидкість охолодження (30...200°С/год.) уможливлює зворотні дифузійні фазові перетворення, коли аустеніт доевтектоїдної сталі знову переходить у ферит + перліт, а аустеніт заевтектоїдної сталі — в перліт і вторинний цементит. Отже, новоутворені рівноважні структури (або близькі до них) після закінчення відпалювання відрізняються від аналогічних за фазовим складом вихідних структур дрібнішими зернами, оскільки останні утворились із дрібнозернистого аустеніту під час повільного охолодження.
Після відпалу сталь має низьку твердість і міцність при значній пластичності. Переважно відпал є підготовчим термообробленням. Розрізняють наступні види відпалу: повний, ізотермічний і неповний.
Повний відпал полягає у нагріванні доевтектоїдної сталі до температури на 30...50 °C вищої за температуру, що відповідає точці Ac3, витриманні при цій температурі до завершення фазових перетворень з подальшим повільним охолодженням. Повному відпалу піддають сортовий прокат із сталі з 0,3...0,4 C, поковки та фасонні виливки.
Ізотермічний відпал полягає у нагріванні зазвичай легованої сталі як і для повного відпалу і порівняно швидкому охолодження до температури 660...680 °C. При цій температурі призначають ізотермічне витримання протягом 3...6 год, для повного розпаду аустеніту, після чого проводять прискорене охолодження на повітрі. Перевага цього методу полягає у скороченні тривалості процесу та підвищенні однорідності ферито-перлітної структури. Ізотермічному відпалу піддають поковки та сортовий прокат невеликих розмірів з цементованої легованої сталі.
Неповний відпал відрізняється від повного тим, що сталь нагрівають до нижчої температури (дещо вище за температуру Ac1). Неповний відпал доевтектоїдних сталей застосовують для покращення оброблюваності різанням. Неповний відпал заевтектоїдних і легованих сталей викликає практично повну перекристалізацію і дозволяє отримати зернисту (сфероїдальну) форму перліту замість пластинчастої. Такий відпал ще називають сфероїдизувальним відпалом.
Нормалізаційний відпал або нормалізація полягає у нагріванні доевтектоїдної сталі дл температури, що перевищує точку Ac3 на 40...50 °C, заевтектоїдної вище за Accm також на 40...50 °C, витримці за цієї температури та охолодженні на повітрі. Нормалізація викликає повну фазову перекристалізацію сталі та усуває грубозернисту структуру, отриману при литві чи вальцюванні, куванні чи штампуванні. Нормалізацію використовують для покращення властивостей сталевих виливок замість гартування та відпуску.