

16.3 Применение труб, футерованных пластмассовыми трубами
В «ТатНИПИнефть» разработан способ образования футерованного слоя из пластмассовых труб в обычных металлических трубах, включающий несколько операций (см. рисунок 138).
Вначале производится затяжка внутрь металлической трубы пластмассовой трубы лебёдкой 1, для чего конец пластмассовой трубы зажимается в патрон (предварительно обрабатывается под конус 2). При этом пластмассовая труба должна выступать из металлической на 200 – 250 мм. Диаметр пластмассовой трубы на 2 – 4 мм больше диаметра металлической трубы. Натяжка создаёт надёжный контакт труб.После этого производят сварку концов пластмассовой трубы, для чего вначале их нагревают до плавления, затем их склеивают под давлением. Затем заполняют зазор между металлическими трубами смолой и изолируют его металлической муфтой. Последнюю обжимают до диаметра металлической трубы с усилием до 2000 кН. Обжим производится металлическим прессом 3.
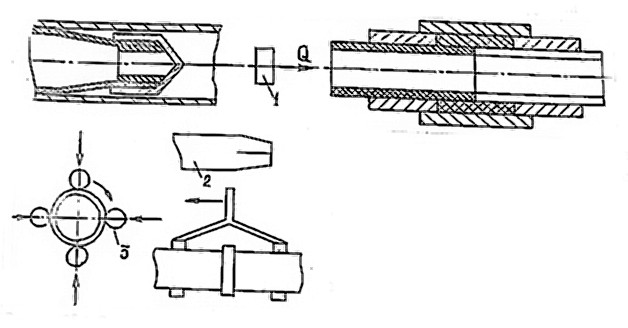
1-лебедка; 2-патрон; 3-пресс
Рисунок 138-Схема футерования пластмассовыми трубами
16.4 Применение ингибиторов коррозии
Физический смысл подачи ингибиторов состоит в образовании ими на поверхности труб или оборудования плёнки, препятствующей контакту агрессивной жидкости с металлом.
Подача ингибитора в агрессивную жидкость должна быть строго дозированной, в противном случае эффект будет минимальным. Поэтому для этой цели используют специальные дозировочные установки – БДУ-3.
Установка обеспечивает (см. рисунок 139): а) разогрев ингибитора, поступающего в бочках; б) приготовление водных растворов ингибиторов нужной конструкции; в) дозирование раствора в трубопровод; г) перекачку раствора из бака – смесителя в резервную ёмкость.
В установку входят: будка 1, из листового железа с термоизоляционным слоем, электрошкаф 2 с электроаппаратурой, центробежный насос РПН-2/65 производительностью 0,75 м3/ч для перемешивания ингибитора с водой и перекачки раствора из бака 4 в ёмкость 5. Дозировочные насосы 6НД100/63 производительностью 0,2 м3/час, давлением 6,5 МПа для подачи раствора в трубопровод, нижний бак 5 для приёма ингибитора из бака 7 и нагрева его электронагревателями типа ТЭН-21-08, помещёнными в бак, верхний бак 4 для получения водных растворов ингибиторов, тележки 8 для подвоза бочек внутрь БДУ.
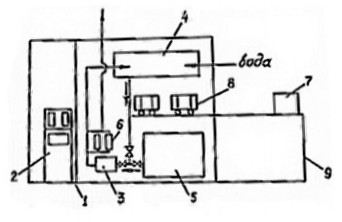
1-будка; 2-электрошкаф; 3- центробежный насос РПН-2/65; 4- бак; 5-емкость; 6- дозировочный насос тележки; 7-бак; 8- тележки; 9-стеллаж
Рисунок 139-Блочная дозировочная установка
Дозировочная установка работает так. Ингибитор в бочках выгружается на стеллаж 9, откуда на тележках 7 доставляется внутрь установки, где выливается в нижний бак 5 и нагревается до температуры 30 - 40С. Отсюда перекачивается насосом 3 в верхний бак 4, куда одновременно подаётся вода. Образуемый здесь раствор ингибитора (водный) забирается дозировочными насосами 6 и подаётся в трубопровод. При необходимости можно осуществить циркуляцию раствора из верхней ёмкости в нижнюю и наоборот.
16.5 Укрепление сварных соединений трубопроводов
Сварное соединение является источником возникновения электрического потенциала вследствие разнородности металла тела трубы и электрода. Кроме того, часто по причинам организационным и технологическим шов оказывается недостаточно прочным. В настоящее время известны несколько способов укрепления швов.
Наложение на шов бандажа из эпоксидного компаунда (100 весовых частей эпоксидной смолы, 15 весовых частей полиэтиленполиамина). Бандаж накладывается в 5-6 слоёв и армируется технической марлей после каждого слоя. После полимеризации (5 – 6 часов) бандаж выдерживает давление до 20,0 МПа. Бандаж защищает шов снаружи и предотвращает утечку жидкости при образовании каверны в шве изнутри. Ширина бандажа по 250 – 300 мм от оси шва в обе стороны. Трубу перед наложением бандажа ведут с предварительным подогревом путём наложения на трубу и затем на бандаж специальных подогревателей (паровых).
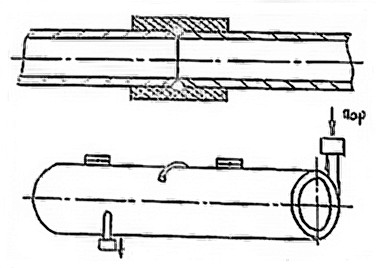
Рисунок140-Схема наружного укрепления шва
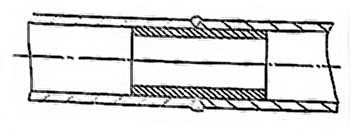
Рисунок 141-Схема внутреннего укрепления шва
Применение центрирующих колец, вставляемых внутрь свариваемых труб, способствуют созданию соосности свариваемых труб, что положительно влияет на прочность шва и равномерность его наложения. Однако, кольца уменьшают сечение трубы. Ширина колец – 100 мм, толщина до 4 -5 мм. В целях возможности установки в трубу с отклонением по внутреннему диаметру кольца делают разрезными.