

10.4. Технология керамических материалов.
В керамическом производстве зачастую изготовление материала и изделия происходит в одном технологическом цикле.
В производстве современной технической керамики в противоположность традиционной, где использовались глины и глиносодержащие материалы, наибольшее применение находят непластичные кристаллические искусственные материалы в виде порошков. Поэтому из тонкодисперсных порошков, увлажнённых водой, практически нельзя изготовить изделие, пользуясь методом пластического формования (например, на гончарном круге). Прессование изделия без специальной пластификации массы также затруднено. Водное литьё в пористые (например, гипсовые) формы требует специальных мер для разжижения и стабилизации неустойчивых, как правило, водных суспензий тонкодисперсных кристаллических тел. Однако, со всеми этими способами мы здесь ознакомимся.
10.4.1. Прессование на механических прессах.
Этим методом получают изделия, форма которых копирует очертания пресс-формы. Изделия обычно имеют сравнительно простую геометрическую форму с нетолстыми стенками; применяют массы с низким содержанием влаги, поэтому усадка при сушке незначительна, а сушка непродолжительна. В силу разных обстоятельств, в частности, из-за неравномерности распределения плотности по объёму отформованного изделия, этим методом изготавливают изделия с малым отношением высоты формуемого изделия к диаметру.
 Для
создания давления чаще всего используются
гидравлические прессы, а также прессы,
работающие на других принципах, -
коленно-рычажные, ротационные и др.
Процесс легко автоматизировать.
Для
создания давления чаще всего используются
гидравлические прессы, а также прессы,
работающие на других принципах, -
коленно-рычажные, ротационные и др.
Процесс легко автоматизировать.
10.4.2. Гидростатическое прессование.
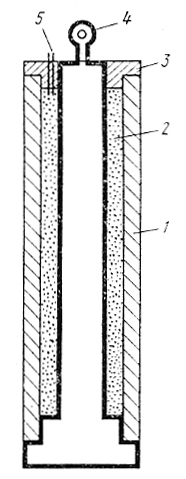
Это разновидность общего метода прессования. Он основан на равномерном обжиме порошка, помещённого в резиновую эластичную форму, жидкостью (водой, маслом, глицерином и т.д.), находящейся под давлением (рис.9.33.).
Рис.9.33. Примерная конструкция устройства для формования труб гидростатическим прессованием.
1 – резиновый корпус; 2 – керамический порошок; 3 – резиновая крышка; 4 – устройство для подвески; 5 – отверстие для удаления воздуха.
В этом случае давление равномерно передаётся по всем направлениям, и отпрессованное изделие приобретает такую плотность, которая не может быть достигнута при направленном прессовании изделий вдоль какой-либо одной оси изделия. (Сравните с методом, разобранным в разделе 13.5.). Метод позволяет формовать крупные изделия.
Недостатки: трудность обеспечить непрерывность процесса; трудно обеспечить точность, т.к. эластичные оболочки легко деформируются, поэтому зачастую требуется последующая механическая обработка; дороговизна установки.
10.4.3. Литьё в пористые формы.
По этому методу изделие нужной формы получают из шликера – водной суспензии порошков. Процесс позволяет получать изделия сложной конфигурации с однородной высокой плотностью; пористые формы обычно изготавливают из гипса, поэтому они дёшевы. Для сложных изделий формы делают разборными.
Р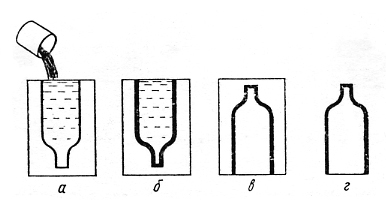 азличают
наливной и сливной метод формования.
Сливным методом изделия формуют по
схеме, показанной на рис.9.34.
азличают
наливной и сливной метод формования.
Сливным методом изделия формуют по
схеме, показанной на рис.9.34.
Рис.62. Схема процесса формования методом литья сливным способом.
а – заливка шликера; б отстаивание;
в – удаление шликера; г – выемка из формы.
Шликером заполняют форму и ставят её на выдержку (а). Жидкость отсасывается формой в результате чего на стенках формы начинают формироваться стенки изделия (б). Уровень жидкости в форме понижается, поэтому необходимо подливать шликер до уровня. Когда толщина стенок изделия достигает заданной, шликер сливают путём переворачивания формы и оставляют в таком положении (в), при этом влага из материала продолжает поглощаться пористой формой. После того, как изделие даст усадку, его вынимают из формы (г).
Сливной способ пригоден для формования тонкостенных изделий – труб, тиглей и т.п.
Наливным способом формуют сплошные изделия, конфигурация которых точно соответствует форме, в которую заливают шликер. Обычно используют разъёмные формы. Процесс формования показан на рис.9.34.
Рис.9.34.Схема процесса отливки в твёрдую форму.
а – заливка шликера; б – выдержка; в – выемка из формы.