

10.3. Технология стеклянных материалов.
В технологии стекла на стадии приготовления шихты используются смесители, принцип действия которых рассмотрен в разделе 1. Это барабанные смесители, планетарные смесители и др. Конструкции печей для варки стекла и приготовления стекломассы в данном курсе не рассматриваются.
Превращение стекломассы в стеклянные изделия – формование или выработка – может осуществляться разнообразными способами. Из стекла можно изготовлять мельчайшие изделия (бисер, миниатюрные электронные лампочки, тончайшее волокно диаметром в доли мкм) и изделия больших размеров и массы (витринные стёкла площадью 15 – 20 м2, диски для линз телескопов диаметром несколько метров, высокие стеклянные колонны и пр.)
10.3.1. Вытягивание.
Методом вытягивания получают листовое стекло. Вертикальное вытягивание осуществляют лодочным или безлодочным способом.
При формовании ленты стекла по первому способу используется лодочка – длинный прямоугольный керамический брус со сквозным продольным вырезом, переходящим в верхней части в узкую щель. Схема вытягивания стекла при помощи лодочки показана на рис.9.27. В рабочем положении лодочка 2 погружена в бассейн со стекломассой 1, охлаждённой до температуры выработки. Лодочка погружена так, что верхняя кромка щели, называемая губами лодочки, находится ниже уровня стекломассы в бассейне и на 40-50 мм ниже верхней плоскости лодочки, чтобы стекломасса не затекала через верх.
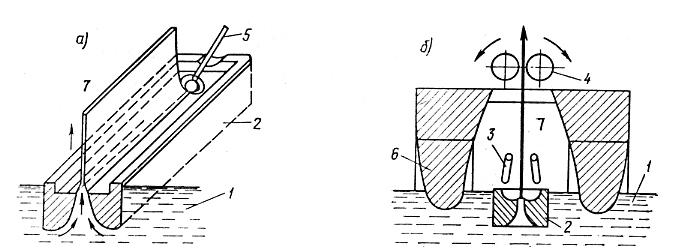
Рис.9.27. Схема формования ленты стекла способом лодочного вертикального вытягивания.
а – схема образования ленты стекла; б – схема подмашинной камеры. 1 – стекломасса; 2 – лодочка; 3 – холодильник; 4 – валики машины; 5 – бортодержатель; 6 – мост.
Расплав выступает из щели под влиянием гидростатического напора, сцепляется с металлической гребёнкой – «приманкой» и оттягивается кверху с помощью валиков 4, образуя непрерывную ленту стекла. Чтобы лента стекла не сужалась по ширине при вытягивании, её края (борты) захватывают специальными приспособлениями – металлическими бортодержателями 5, а полотно ленты охлаждают с помощью холодильников 3.
По безлодочному способу лента стекла формуется со свободной поверхности стекломассы (рис.9.28.).
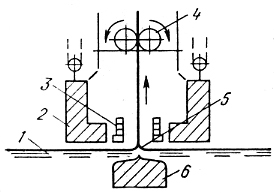
Рис.9.28.. Схема формования ленты стекла способом безлодочного вертикального формования.
1 – стекломасса; 2 – L-блок; 3 – холодильник;4 – валики машины; 5 – луковица; 6 – центральное погружённое тело.
Необходимые для формования ленты вязкости получают путём охлаждения определённого участка зеркала стекломассы 1 между подвесными огнеупорными элементами 2 (L – блоками). В стекломассу на глубину 70 – 120 мм погружают огнеупорное тело 6 , направленное вдоль оси машины. Его назначение – быть экраном для излучения глубинного расплава и тем самым усиливать охлаждение потоков стекломассы, движущихся с обеих сторон к луковице над его поверхностью.
Методов вытягивания формуют также стеклянные трубы. Различают горизонтальное и вертикальное вытягивание. Горизонтальным вытягиванием получают диаметром до 40 мм, а вертикальным – от 50 до 120 мм.
При горизонтальном вытягивании (рис. 9.29.) стекломасса поступает тонкой струйкой на верхнюю часть медленно вращающегося наклонного огнеупорного мундштука (3), обволакивает его равномерным слоем и, стекая с его нижнего конца, образует трубу (7), которая подхватывается тянульной машиной (8).
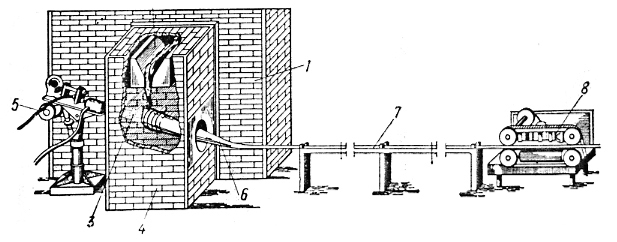
Рис.9.29.. Схема горизонтального вытягивания стеклянных труб.
Деформации трубы препятствует подаваемый через отверстие мундштука сжатый воздух. Диаметр вырабатываемой трубы и толщина её стенок зависят от температуры, диаметра мундштука, угла наклона и частоты вращения мундштука, скорости вытягивания и давления воздуха, подаваемого внутрь мундштука.
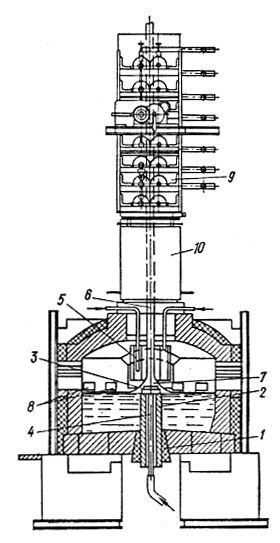
При вертикальном методе (рис.9.30) стекломасса поступает в рабочую камеру 1, в дне которой вмонтирован шамотный мундштук 2 со сменной насадкой 3, верхняя плоскость которой в зависимости от диаметра вырабатываемых труб находится выше или ниже уровня стекломассы. Через центр мундштука проходит металлическая труба 4, через которую подаётся сжатый воздух во внутреннюю полость трубы. В рабочей камере расположен холодильник 5, предназначенный для регулирования температуры луковицы 7. Вытягиваемую трубу 6 из рабочей камеры подают в шахту машины 10. В шахте расположены асбестовые валики 9.
 Пуск
машины осуществляют, как и при вытягивании
стеклоленты, при помощи затравки,
представляющей собой стальное кольцо
с приваренными по окружности стальными
зубьями.
Пуск
машины осуществляют, как и при вытягивании
стеклоленты, при помощи затравки,
представляющей собой стальное кольцо
с приваренными по окружности стальными
зубьями.
Рис.9.30.. Вертикальное вытягивание труб.