


Технологія парфумерно-косметичних продуктів
втрати смаку тютюну. Найменування пасти «Дента-Клін» — спеціально для курців. Вона видаляє наліт, утворений нікотином.
Зубні пасти для дітей можуть бути гігієнічними («Дракоша», «Каримед детский», «Детский жемчуг», «Бемби»). Дитячі пасти відрізняються значно зниженим вмістом фторидів (0,025–0,03 %). Це пов’язано з тим, що діти інколи ковтають смачну, ароматизовану пасту, а інколи можуть і з’їсти її. Діти віком до трьох років ковтають до 30 % пасти, що може призвести до появи темних плям на вторинних зубах (вентофтороз). Ця пересторога веде до послаблення в боротьбі з карієсом на його початковій стадії.
З шестирічного віку дітей треба поступово привчити до використання пасти для дорослих, з тим щоб вони отримали оптимальну кількість фторидів; при цьому утворення темних плям на емалі передніх зубів, як правило, не буває. Користуватися дітям слід лікувально-профілактичною пастою без запаху та кольору.
2.7.3. Технологія виробництва зубних паст
Технологію виробництва зубних паст подано на прикладі рецептури, яка містить у своєму складі всі основні активні компоненти, характерні для зубних паст комплексної дії.
Склад |
% |
|
1. Алюмінію гідроксид |
40,00 |
|
2. |
Гліцерин |
10,00 |
3. |
Сорбіт |
10,00 |
4. |
Натрій карбоксиметилцелюлоза |
1,60 |
5. |
Натрію лаурилсульфат |
1,80 |
6. |
Кальцію гліцерофосфат |
1,50 |
7. |
Натрію монофторфосфат |
1,00 |
8. |
Двоокис титану |
1,00 |
9. Сахарин |
0,05 |
|
10. Віддушка |
1,00 |
|
11. Вода очищена |
до 100,00 |
|
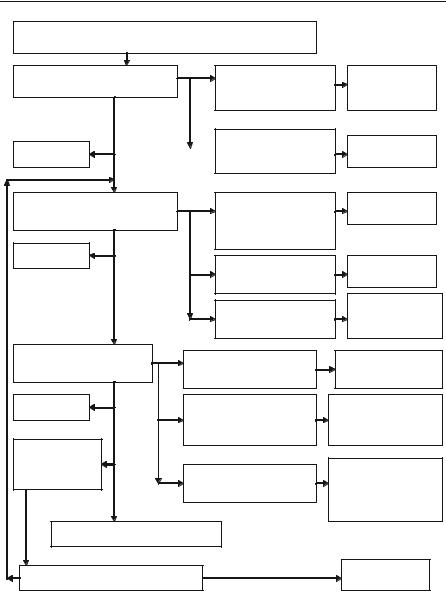
На рис. 41 показано блок-схему технологічного процесу виробництва зубної пасти.
246
Розділ ІІ. Косметичне виробництво
Підготовка виробництва |
|
|
Підготовка сировини |
Подрібнення |
Молотковий |
|
сировини |
млин |
|
|
РМ-3 |
Просіювання Втрати  сировини
сировини
Вібросито ГФ-4
Отримання зубної пасти |
Приготування |
Реактор |
|
|
розчину натрію |
Р-10 |
|
|
лаурилсульфату |
|
|
Втрати |
|
|
|
|
Приготування зубної |
Реактор |
|
|
пасти |
Р-16 |
|
|
Пластичне оброб- |
Вальцевий |
|
|
млин |
||
|
лення зубної пасти |
||
|
РМ-22 |
||
|
|
||
Фасування та упаковка |
Підготовка туб |
Стіл для огляду |
|
зубної пасти |
|||
|
ГФ-26 |
||
|
|
||
Втрати |
Фасування зубної |
Автоматична лінія |
|
|
пасти в туби |
фасування в туби |
|
|
|
ГФ-23 |
|
Брак туб на |
|
|
|
регенерацію |
|
Автомат для упаковки |
|
|
Упаковка туб у коробки |
||
|
туб у коробки |
||
|
та пачки |
||
|
ГФ-25 |
||
|
|
Склад готової продукції
Регенерація некондиційних туб
Збірник С-27
Рис. 41. Блок-схема технологічного процесу виробництва зубної пасти
247

Технологія парфумерно-косметичних продуктів
Опис стадій технологічного процесу
Підготовка виробництва
Технологічний процес виробництва зубної пасти проводиться згідно з вимогами санітарних правил та вимог, які наведені в стандарті підприємства «Санітарна підготовка виробництва зубних паст».
Підготовка сировини
Подрібнення сировини
Гідроксид алюмінію відважують на вагах у збірник С-2, подрібнюють на молотковому млині РМ-3. На збірник, молотковий млин РМ-3 попередньо закріплюють етикетки, де вказано найменування сировини, її кількість, дату, номери серії, прізвище та підпис апаратника. Гідроксид алюмінію завантажують безперервно чистим сухим совком невеликими порціями, не допускаючи, щоб молотковий млин був перевантажений або працював ухолосту. Кількість зваженої та подрібненої сировини, номер партії сировини і дату апаратник відмічає в операційному листі та технологічному журналі.
Просіювання сировини
Алюмінію гідроксид просіюють на віброситі ГФ-4, використовують сито № 61 з розміром отвору 0,09 0,015 мм. Кальцію гліцерофосфат та натрію монофторфосфат зважують на вагах і завантажують у збірник С-6. Потім його просіюють на віброситі, використовуючи капронову сітку № 61 з розміром отворів 0,09 0,015 мм. Просіяну сировину збирають у збірники, на які закріплюються етикетки із зазначенням найменування сировини, її кількості, серії, прізвища та підпису апаратника. Кількість зваженої і просіяної сировини, номер партії сировини та дату апаратник відмічає в операційному листі й технологічному журналі. Просіяна сировина передається на стадію «Отримання зубної пасти».
Приготування розчину лаурилсульфату натрію
У реактор Р-10 із вимірника завантажують частину очищеної води. Води беруть у п’ять разів більше, ніж вага лаурилсульфату.
248

Розділ ІІ. Косметичне виробництво
Воду в реакторі підігрівають до температури 60–70 °С і вручну завантажують із збірника відважений на вагах натрію лаурилсульфат. Суміш у реакторі перемішують до повного розчинення натрію лаурилсульфату. На реактор попередньо прикріплюють етикетку, де вказують найменування розчину, номер серії, кількість, дату, прізвище та підпис апаратника. Після розчинення натрію лаурилсульфату розчин охолоджують до температури 18–22 °С пуском холодної води в сорочку реактора.
Кількість отриманого розчину, номер серії та дату апаратник відмічає в технологічному журналі. Розчин передається на стадію «Приготування зубної пасти».
Приготування зубної пасти
Натрій карбоксиметилцелюлозу зважують на вагах і перевантажують в збірник. Частину води, очищеної, відміряної вимірником, заливають у реактор Р-16. На реактор попередньо закріплюють етикетку, де вказують найменування препарату, номер серії, кількість, дату, прізвище та підпис апаратника. У реактор завантажують гліцерин із вимірника. При постійному перемішуванні в реактор вручну завантажують зважену кількість натрій карбоксиметилцелюлози. Розчин залишають у реакторі для набухання протягом однієї години. Після набухання суміш нагрівають до температури 65–70 °С пуском пари в сорочку реактора. Розчин перемішують до отримання однорідної маси. Потім реактор та розчин охолоджують пуском холодної води в сорочку реактора. Відбирають пробу для визначення пластичної в’язкості.
Апаратник в операційному листку та в технологічному журналі відмічає дату та час виготовлення, масу завантажених компонентів та результати в’язкості розчину гелеутворювача.
Після отримання позитивних результатів у реактор Р-16 завантажують із збірника алюмінію гідроксид, включають мішалку та перемішують протягом 10–15 хв до отримання однорідної суміші. Потім при постійно працюючій мішалці завантажують із збірників кальцію гліцерофосфат і монофторфосфат. Суміш у реакторі Р-16 перемішують протягом 15–20 хв. Додають із збірників зважені на вагах порції сорбіту, двоокису титану та сахарин. Перемішують ще 10 хв і відбирають пробу для визначення вмісту алюмінію гідроксиду в пасті. При отриманні позитивного
249

Технологія парфумерно-косметичних продуктів
результату в реактор Р-16 за допомогою стиснутого повітря завантажують розчин натрію лаурилсульфату з реактора Р-10. Вручну додають віддушку із збірника, яку зважили попередньо на вагах у потрібній кількості. Перемішують ще 10 хв. У разі потреби (спінений продукт) масу вакуумують протягом 15–20 хв для видалення повітря із зубної пасти.
Із різних місць реактора Р-16 хімік ВТК відбирає середню пробу приготовленої зубної пасти на аналіз. При отриманні позитивних результатів аналізу, які хімік заносить в операційний лист, масу передають на стадію «Пластичне оброблення зубної пасти».
Пластичне оброблення зубної пасти
Отриману пасту за допомогою стиснутого повітря з реактора Р-16 передають у бункер вальцювальної машини RM-22. Зазор між валами виставляють на 0,08–0,12 мм. На вальцювальній машині закріплюють етикетку, де вказують найменування препарату, номер серії, кількість, дату, прізвище та підпис апаратника.
Провальцьована зубна паста надходить до бункера тубонаповнювальної машини ГФ-23.
Фасування та пакування зубної пасти
Перегляд туб
Перед початком фасування та пакування туби, які надходять, продивляються на столі ГФ-26 і відбирають браковані:
—які не мають лакового покриття на внутрішній поверхні;
—не мають тексту або текст виконаний неякісно;
—мають у стінках видимі наскрізні отвори;
—мають відхилення за розмірами;
—забруднені;
—сильно деформовані;
—з неякісними бушонами.
Слабодеформовані туби виправляють вручну; неякісні бушони замінюють бушонами, знятими з бракованих туб.
Фасування зубної пасти в туби
Зубна паста самопливом або під тиском надходить у бункер до відмітки на внутрішній стінці бункера автомата ГФ-23. Потім
250
Розділ ІІ. Косметичне виробництво
вмикають мішалку бункера, настроюють вузол дозування на необхідну масу. Лоток постачальника заповнюють вручну пустими тубами. Через потужне сопло туби заповнюють пастою та зафальцьовують. На автоматі попередньо закріплюють етикетку, де вказують найменування препарату, номер серії, кількість, дату, прізвище та підпис апаратника.
Заповнені туби зі стрічкового транспортеру автомата для заповнення туб подають на автомат з упаковки туб у пачки й коробки ГФ-25.
Укладання туб у коробки, пачки та короби
На автоматі для укладання туб ГФ-25 автоматично туби укладаються в пачки, а пачки в групову тару — короби.
Під час укладання туб у пачки та коробки слідкують за подачею туб, заповнених зубною пастою, подачею пачок та коробів. Треба своєчасно поповнювати штабельні шахти пачками і слідкувати за якістю упаковки: не повинно бути деформованих пачок, номер серії та строк придатності повинні бути нанесені чітко і в потрібному місці. Контроль за масою упаковки із зубною пастою здійснюється електронними автоматичними вагами, які установлені на транспортері укладального автомата. Забраковані пачки відправляються на стадію регенерації.
Коробки із коробкового картону з 40 пачками оклеюють клеєвою стрічкою, на кінці якої наклеюють етикетку затвердженого зразка із зазначеним на упаковці номером.
Упаковану готову продукцію направляють у пакувальне відділення (або карантинний склад) де викладають повну серію і пред’являють ВТК для повного аналізу за всіма показниками ГОСТу.
Отримавши позитивні результати аналізу, ВТК виписує аналітичний паспорт на серію зубної пасти, і готова продукція передається разом з аналітичним листком на склад готової продукції.
Туби, отримані в процесі фасування й упакування з неякісною зафальцьовкою, деформовані, з великим недопустимим відхиленням у дозуванні, підлягають регенерації.
251