

5.2. Организация инструментального обеспечения производства
Значение, задачи инструментального обеспечения
Обеспечение производства оснасткой существенно влияет на экономические показатели основного производства.
Задачи инструментального обеспечения: 1. Обеспечение производственного процесса во всех его звеньях необходимым инструментом и технологической оснасткой в соответствии с производственным заданием цехам (участкам). 2. Поддержание необходимого уровня запасов инструмента и оснастки, обеспечение ритмичности производственного процесса.
Решение задач возлагается на подразделения инструментального обеспечения предприятия, которые состоят из следующих элементов:
органы управления (инструментальный отдел (ИНО), бюро инструментального хозяйства (БИХ) цехов);
инструментальное производство (инструментальный цех, участки по ремонту, восстановлению и заточке инструмента, участки сборки У СП);
склады (центральный инструментальный склад (ЦИС), центральный склад абразивов, склад технологической оснастки, инструментально-раздаточные кладовые (ИРК) в цехах);
органы управления инструментального обслуживания в цехах — бюро инструментального хозяйства (БИХ) цеха.
Конструкторско-технологическое бюро разрабатывает конструкцию и технологию изготовления оснастки собственного производства.
Планово-экономическое бюро (ПЭБ) определяет потребность в оснастке по цехам и предприятию в целом, составляет планы по производству оснастки в инструментальных цехах и по приобретению со стороны; определяет лимиты отпуска оснастки цехам.
Группа нормативов осуществляет работу по классификации и индексации оснастки, определяет нормы расходного и оборотного фондов по различным видам оснастки, контролирует соблюдение норм запасов в цехах.
Группа технадзора осуществляет контроль за правильностью хранения и эксплуатации в цехах, выявление причин преждевременного выхода оснастки из строя, контроль за своевременностью проверки измерительного инструмента.
Планирование потребности инструмента и оснастки
Вся оснастка, которая обращается на предприятии, разделяется на технологическую и организационную. К технологической оснастке относятся:
1) по области применения:
оснастка заготовительной стадии (пресс-формы, формы литья под давлением, штампы);
оснастка механообрабатывающей стадии (приспособления, инструмент режущий, инструмент мерительный);
оснастка сборочной стадии (приспособления и инструмент для сборки);
оснастка второго порядка, которая используется для изготовления инструмента;
2) в зависимости от функционального назначения различают следующие группы оснастки:
нулевую, без которой не может быть начато производство новых изделий;
первую — в виде универсальной или унифицированной (обратимой) оснастки, обеспечивающую незначительный рост производительности труда по сравнению с оснасткой нулевой очереди;
вторую, предназначенную для достижения продукции наиболее высшего качества;
третью, обеспечивающую более высокий прирост производительности труда, чем оснастка первой группы, с одновременным поддержанием требуемого уровня качества, достигнутым оснасткой второй очереди.
Оснастка делится на три категории: универсальная, унифицированная (обратимая), или переналаживаемая, и специальная.
Универсальная оснастка — это комплект стандартного или нормализованного режущего, вспомогательного, мерительного инструмента, кондукторов, приспособлений и других дополнительных устройств, применяемых единицей или группой единиц однородного, взаимозаменяемого оборудования, независимо от номенклатуры деталей, изготавливаемых (обрабатываемых) на данном оборудовании.
Унифицированная (обратимая) оснастка, состоящая из универсальных элементов (блоков штампов, вкладышей пресс-форм, УСП г. п.), в отличие от универсальной, может переналаживаться с помощью наладок и регулировок для изготовления определенной номенклатуры деталей.
Для универсальной и унифицированной оснастки характерны гибкость по отношению к сменяемым объектам производства.
Специальная оснастка предназначена для изготовления одного конкретного изделия и не может быть использована для обработки других.
К организационной оснастке относятся тумбочки для инструмента, пюпитры для технической документации, тара, подставка для рабочих, решетка для ног, предметы техники безопасности и т. д.
Рассматриваемая классификация облегчает разработку системы нормативов инструментального обеспечения производства с установлением очередности запуска оснастки в производство, создание фонда обратимой оснастки.
Классификация оснастки — основа для планирования потребности и учета запасов и движения широкой номенклатуры оснастки на предприятии.
Количество необходимой оснастки и номенклатуры определяется: по технологическому процессу, где должна быть указана и специальная оснастка, и весь нормализованный или стандартизованный инструмент; по ограничительной нормали применения стандартизованного инструмента; по картам типового оснащения.
Потребность в инструменте и оснастки определяется:
![]() (5.1)
(5.1)
где
![]() — расход инструмента на плановый
период; Ft
— оборотный фонд инструмента;
— расход инструмента на плановый
период; Ft
— оборотный фонд инструмента;
![]() — фактический остаток инструмента
на начало планового периода.
— фактический остаток инструмента
на начало планового периода.
Расходный фонд определяется но следующей зависимости:
![]() (5.2)
(5.2)
где
![]() — потребный фонд времени работы оснастки,
инструмента на программу, час;
— потребный фонд времени работы оснастки,
инструмента на программу, час;
![]() время работы единицы оснастки, инструмента
до полного износа (норматив), ч;
время работы единицы оснастки, инструмента
до полного износа (норматив), ч;
![]() — коэффициент случайной убыли
оснастки, инструмента по разным причинам.
— коэффициент случайной убыли
оснастки, инструмента по разным причинам.
Планирование запасов инструмента. Расчет оборотного фонда инструмента. Запасы инструмента на предприятии состоят из двух частей:
запасы на центральном инструментальном складе (ЦИС),
запасы в инструментально-раздаточных кладовых цехов (ИРК).
Эти запасы составляют оборотный фонд инструмента. Общие запасы могут составлять 6-8-месячный расход и примерно распределяться так: 75% на ЦИС и 25% в ИРК цехов.
Запасы инструмента по указанной схеме могут быть рассчитаны в условиях применения регламентированной системы обслуживания рабочих мест и цехов инструментом. Запас инструмента включает установленный инструмент и инструмент находящийся в запасе (резерве):
![]() (5.3)
(5.3)
Где S – число рабочих мест; U – количество инструмента одновременно устанавливаемого на рабочем месте.
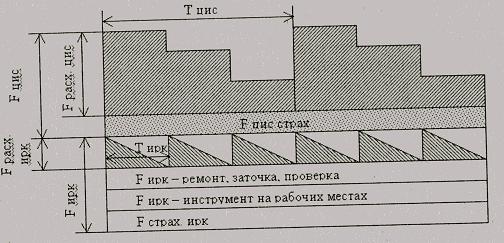
Рис. 5.2. Запасы инструмента F в ИРК и в ЦИС.
Резервный инструмент на рабочих местах
![]() (5.3)
(5.3)
Где
![]() --
период замены инструмента на рабочем
месте, ч.;
--
период замены инструмента на рабочем
месте, ч.;
![]() -- время экономической стойкости
инструмента на рабочем месте, ч.
-- время экономической стойкости
инструмента на рабочем месте, ч.
![]() (5.4)
(5.4)
где
![]() — стойкость
инструмента между двумя переточками,
ч.
— стойкость
инструмента между двумя переточками,
ч.
Инструмент в ремонте
![]() (5.5)
(5.5)
где
![]() _
— время нахождения инструмента в
заточке, ч.
_
— время нахождения инструмента в
заточке, ч.
Запас оснастки в ИРК состоит из расходного (или переходящего) запаса и страхового. Этот запас составляет 5-10 % максимального расхода:
![]() (5.:6)
(5.:6)
где Rср — среднедневной расход инструмента, шт.
Основные запасы оснастки хранятся в ЦИС, состоят из запасов для покрытия оборотных фондов цехов и страхового запаса. Fстрах устанавливается в процентах от расходов и составляет 20-50%. Страховой запас создается на случай задержки поставки инструмента, изменения программы основного производства.
Организация обеспечения производства технологической оснасткой
Главными поставщиками технологической оснастки предприятий являются собственные инструментальные цехи. Это обусловлено тем, что на практике специальная оснастка изготавливается в единственном экземпляре и в довольно сжатые сроки, поэтому для ускорения освоения производства новых изделий предприятия стараются изготавливать оснастку сами, а в специализированном производстве заказывают дублирующую оснастку, часто повторяемую или особо сложную.
Организация производства инструментальных цехов зависит от их размеров и численности промышленно-производственного персонала. Для оперативности работы инструментального цеха рекомендуется создавать предметные участки по видам инструмента и оснастки.
Ремонт оснастки может выполняться в двух вариантах: в инструментальном цехе на специализированном участке или в основных производственных цехах на ремонтно-инструментальных участках
К основным технико-экономическим показателям работы инструментального производства относятся следующие:
расход инструмента и оснастки на 1000 руб. валового выпуска;
запасы инструмента по отношению к расходу в месяц;
изменение запасов инструмента по отношению к предыдущему периоду; объем производства инструментальной оснастки и доля затрат, приходящихся на ремонт;
доля оснастки и инструмента, восстанавливаемая на предприятии;
потери основного производства из-за несвоевременного обеспечения инструментом и оснасткой.