

3.4. Организация производственных процессов во времени
Организация производственного процесса во времени характеризуется производственным циклом.
Производственный цикл определяется как интервал календарного времени от начала до окончания процесса изготовления изделия. Если, производственный цикл рассматривать как часть производственного процесса, связанную с изготовлением изделия, сборочной единицы, детали, полуфабриката, то, следовательно, длительность производственного цикла будет определяться как календарный период времени от запуска сырья, материалов в производство до выхода готовой продукции.
Длительность производственного цикла можно представить как сумму длительности технологического цикла, длительности перерывов и длительности естественных процессов:
Тц=Ттех+Ттр+Тск+Тк+Тмо+Тест (3.1)
где Тц - длительность цикла,
Ттех - технологическим временем обработки,
Ттр -время на транспортировку,
Тск- время складирование ,
Тк – время контроля.
Тмо время межоперационных перерывов,
Тест – время протекания естественных.
Из-за дискретности процесса возникают межоперационные перерывы (Тмо), связанные с разностью производительности оборудования, вследствие которой детали, полуфабрикаты пролеживают в ожидании освобождения оборудования или время пролеживания связано с регламентированными перерывами.
Длительность перерывов (Тмо) в условиях функционирования предприятиия электротехнической промышлености достаточно велика, так что это время может быть использовано для выполнения контрольных, транспортных операций и складирования.
Длительность цикла (Тц) рассчитывается для изготовления одного предмета (детали), партии предметов, сборки узла и партии узлов, но нельзя рассчитать Тц изготовления изделия в целом. Поэтому Тц изделия или партии изделий устанавливают путем разработки цикловых графиков на типовые изделия.
Длительность цикла изготовления детали Тц определяется по формуле (3.2):
![]() (3.2)
(3.2)
где tшт.ij — штучное время выполнения i-й детали по j-й операции;
ko — число операций;
tест — время естественных процессов (например, старение, закалка на воздухе);
\tмо — межоперационное время.
Структура производственного цикла включает время выполнения основных, вспомогательных операций и перерывов
Предметы труда в производственном процессе на предприятии электротехнической промышленности передаются поштучно либо партиями.
Партией называется число предметов, обрабатываемых на одном рабочем месте одним рабочим или бригадой с одной наладки или настройки. Партия характеризуется затратами подготовительно-заключительного времени.
В производственном процессе могут быть использованы три вида движения предметов труда:
• последовательный;
• параллельный;
• параллельно-последовательный.
Последовательный вид движения предметов труда характеризуется тем, что партия деталей передается с одного рабочего места на другое после окончания обработки всей партии на предыдущей операции.
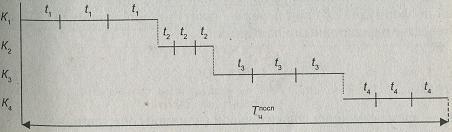
Рис. 3.2 Определение длительности цикла при последовательном виде движения: п — размер партий (3 шт.); Ко= 4 операции; ti — необходимое время на выполнение i-ой операции.
![]() (3.3)
(3.3)
Такая передача осуществляется в условиях единичного и мелкосерийного производства. Этот цикл самый длительный.
Параллельный вид движения. Партия разбивается на передаточные партии, и передача деталей осуществляется, не дожидаясь окончательной обработки всей партии деталей транспортными (передаточными) партиями или поштучно.В данном случае при размере партии n = 3 шт. передаточная партия p = 1 шт. Определение длительности цикла при параллельном виде движения представлено на рис. 3.3
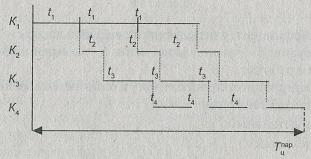
Рис. 3.3. Параллельный вид движения
Длительность цикла при параллельном виде движения определяется по формуле (3.4) при передаче поштучно и по формуле (3.5) при передаче передаточными партиями:
 (3.4-3.5)
(3.4-3.5)
tдл — время самой продолжительной (длинной) операции;
Параллельный вид движения дает наиболее короткий производственный цикл. Однако при параллельном виде движения возникают микропаузы из-за разной продолжительности операций.
Применяется в условиях массового и крупносерийного производства, в том числе на поточных линиях при синхронизации операций.
Параллельно-последовательный вид движения — передача с одной операции на другую осуществляется, не дожидаясь окончательной обработки всей партии деталей, но при этом на каждом рабочем месте партия обрабатывается непрерывно.
Правила определения длительности цикла и построения графиков при параллельно-последовательном виде движения:
• если предыдущая операция по трудоемкости меньше последующей операции, передача осуществляется сразу на последующую операцию после обработки одной детали или передаточной партии;
• если предыдущая операция по трудоемкости больше последующей, построение графика ведется следующим образом на графике откладывается (от последней детале-операции) отрезок, равный времени обработки одной детали в партии (или передаточной партии), и влево строится отрезок, равный трудоемкости обработки оставшихся деталей партии.
При этом возникает перекрываемое время. Длительность цикла при параллельно-последовательном виде движения определяется по формуле (3.6)
![]() (3.6) нумерация!!!!
(3.6) нумерация!!!!
t — время, при котором партия деталей обрабатывается параллельно на двух операциях:
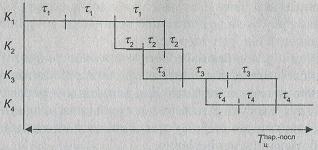
Рис. 3.4 Параллельно-последовательный вид движения
![]() -
сумма трудоемкостей коротких операций
-
сумма трудоемкостей коротких операций
Параллельно-последовательный вид движения используется при организации работы на прерывно-поточных линиях, и с точки зрения организации труда и производства этот вид движения наиболее приемлем.
Экономическое значение сокращения длительности производственного цикла
Производственный цикл как норматив используется в планировании при составлении оперативных планов, определении нормативов незавершенного производства и других планово-производственных расчетах.
С длительностью цикла связана оборачиваемость оборотных средств:
Н0 = ВхТцхКпз (2.14)777
де Н0----- величина оборотных средств в производственном процессе,
В — объем валовой продукции;
Кпз— коэффициент нарастания затрат.
Сокращение Тц уменьшает связывание оборотных средств в производственном процессе, способствуя их оборачиваемости, а значит, повышению рентабельности.
Сокращение Тц возможно путем проведения технических и организационных мероприятий. Технические мероприятия — сокращение технологического времени обработки за счет уменьшения времени резания, применения прогрессивных технологий, оснастки. Организационные мероприятия — применение параллельного и параллельно-последовательного видов движения, уменьшение партии деталей, сокращение межоперационных перерывов.
Сокращение длительности цикла способствует улучшению использования основных фондов и улучшает показатель съема продукции с единицы оборудования, площади.