

19.4. Методы определения параметров шероховатости лакокрасочных покрытий
Для определения этих параметров предусмотрен госстандарт 15612-85.Этот стандарт распространяется на изделия из древесины и древесных материалов и устанавливает методы определения параметров шероховатости поверхности Rm max, Rm, Rz , а так же метод контроля шероховатости поверхности изделий по образцам шероховатости. Для сравнения: У металлических поверхностей для количественной оценки и нормирования шероховатости поверхности устанавливается шесть параметров: три высоких (Ra, Rz, Rmax) два шаговых (Sm, S) и параметр относительной стороной длины профиля (tp)
Метод определения параметра Rmax.
Этот параметр представляет собой расстояние между линией выступов и линией впадин профиля в пределах базовой длины.
Для измерения этого параметра выбирают приборы, позволяющие выполнять измерения неровностей высотой от 25 до 1600 мкм. Таким прибором является индикаторный глубиномер (рис 19.7).
При его применении индикатор часового типа 1 фиксирует в колодке 2 так, чтобы измерительный наконечник 3 выступал над опорной плоскостью колодки на величину хода от 1.6 до 2.0 мм..
В результате визуального осмотра контролируемой поверхности выбирают наиболее крупные неровности для их измерения. Количество измерений должно быть не менее пяти. Параметр Rm max можно измерить также оптическими средствами типа прибора светового сечения или микроскопа теневого сечения для измерения неровностей применяют винтовой окулярный микрометр.
Метод определения параметра Rm, Rz, Sz.
Для измерения этих параметров применяются профилографы по ГОСТ 19300-86.
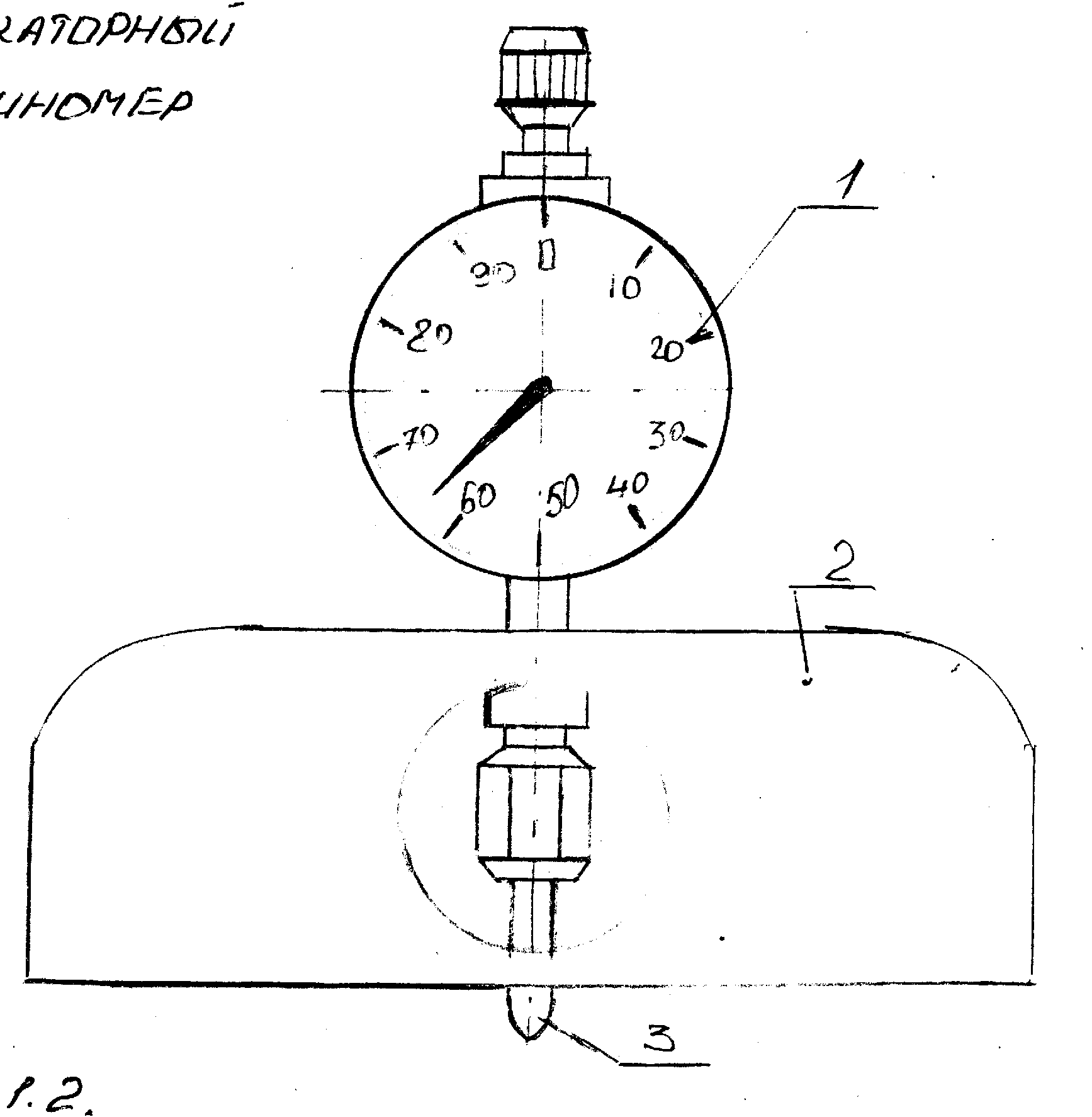




Рис. 19.7. Индикаторный глубиномер
Подлежащий контролю образец помещают на предметном столике или под наклонной головкой профилографа так, чтобы направление записи профиля соответствовало заданному.Измерение проводят на образцах в сухом состоянии или вымоченных в воде,если это требуют нормативно-технические документы на конкретные изделия. Устанавливают датчик на контролируемые поверхности образца и производят запись профиля поверхности. Профилограмма должна быть получена для участков контролируемой поверхности, суммарная длина которых более 85 мм. На полученных профилограммах выбирают участки измерения в количестве: Rm, для Rz и Sz-5.
Для определения параметра Rm на каждом участке измерения проводят параллельно общему направлению перемещения ленты линии наибольших выступов и впадин и измеряют расстояние между ними (рис. 1.3). На каждом участке измеряют расстояние между линиями выступов и впадин линейкой. Затем рассчитывают параметр Rm на каждом участке по формуле и среднее значение для контролируемой поверхности.
Для определения параметра Rz на каждом участке дороги измерения приводят базовую линию, параллельно общему направлению перемещения диаграммной ленты и не пересекающую профиль. Для определения параметра Rz линейкой измеряют пять максимальных Rmax и пять минимальных Rmin отклонений профиля от базовой линии в пределах выбранного участка. Затем по формуле рассчитывают Rz для каждого участка и Rz среднее.
Параметр Sz определяют по характерным неровностям для данного материала и способа обработки. Измеряют линейкой шаги неровностей и впадинам. Затем по формуле высчитывают Sz и Sz среднее.
Метод определения Ra.
Параметр Ra представляет собой среднюю высоту всех неровностей профиля.
Измерение производится на профилометре по ГОСТ 19300-82. Отчёт знаний параметра производят по шкале показывающего прибора. Вычисляют среднее значение параметра Ra.
Метод контроля шероховатости по образцам шероховатости.
Образцы шероховатости применяют для контроля шероховатости поверхности деталей той же формы, породы древесины, обработанных тем же методом. Образцы шероховатости должны иметь шероховатость поверхности в соответствии с нормативно-технической документации на данный вид продукции.