

4.2. Микрометрические инструменты
К основным микрометрическим инструментам относятся: микрометры, микрометрические глубиномеры, микрометрические нутромеры.
4.2.1. Микрометры
Конструкции микрометров разнообразны. ГОСТ 6507 устанавливает следующие типы микрометров:
МК – микрометры гладкие для измерения наружных размеров изделий;
МЛ – микрометры листовые с циферблатом для измерения толщины листов и лент;
МТ – микрометры трубные для измерения толщины стенок труб с внутренним диаметром от 12 мм и более;
МЗ – микрометры зубомерные для измерения длины общей нормали;
МГ – микрометрические головки для измерения перемещения;
МП – микрометры для измерения толщины проволоки.
Кроме того, по ГОСТу 4380 выпускают микрометры со вставками (МВ), предназначенные для измерения резьбы и мягких материалов; по ГОСТу 11195 – микрометры настольные (МГ) и по ГОСТу 4381 – микрометры рычажные (МР).

Рис. 4.11. Микрометр гладкий
Микрометры гладкие МК (рис. 4.11). Предназначены для измерения наружных размеров изделий. К основным деталям и узлам относятся скоба 1, пятка 2, микровинт 3, стопор 4 винта, стебель 5, барабан 6 и трещотка 7. Барабан закреплен на микровинте с помощью установочного колпачка 8(стопорной гайки).
Пределы измерений гладких микрометров зависят от размера скобы и составляют 0-25; 25-50; . . .; 275-300 мм (рис. 4.12,а) и 300-400; 400-500 и 500-600 мм(рис.4.12,б). Микрометры для размеров более 300 мм оснащены сменными или передвижными пятками, обеспечивающими изменение диапазона измерений на 100 мм.



а б
Рис. 4.12. Микрометры гладкие
Микрометрические инструменты выпускают 1 и 2 классов точности. Класс точности определяют допустимую погрешность прибора. Например, допустимая погрешность гладких микрометров до 100 мм составляет для 1 класса ± 2,5 мкм, для 2 класса - ± 4 мкм (ГОСТТ 6507).
Микрометры листовые с циферблатом МЛ (рис. 4.13) применяют для измерения толщины листов и лент. Отличительными особенностям являются увеличенный вылет скобы, сферическая измерительная поверхность пятки и отсчетное устройство, выполненное в виде неподвижного циферблата и стрелки, вращающейся вместе с барабаном.

Рис. 4.13. Микрометр листовой МЛ
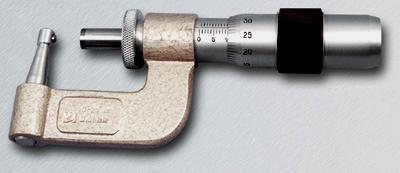
Микрометры трубные МТ (рис. 4.14) используются для измерения толщины стенок труб с внутренним диаметром 12 мм и более. У них пятка имеет сферическую форму, а скоба в месте крепления пятки сделана тонкой для измерения труб небольшого диаметра.
Рис. 4.14. Микрометр трубный МТ |
Рис. 4.15. Микрометр зубомерный МЗ |
Микрометр зубомерный МЗ (рис.4.15) предназначен для измерения длины общей нормали зубчатых колес. Измерительная губка микрометрического винта и пятка имеют параллельные измерительные поверхности тарельчатой формы, что позволяет разместить их по длине общей нормали между зубьями зубчатого колеса.
Микрометр МП (рис.4.16) предназначен для измерения диаметра проволоки. Вместо скобы он имеет корпус 1, в котором перемещается микрометрический винт.

Рис. 4.16. Микрометр МП
Микрометры со вставками МВ (ГОСТ 4380) выпускают трех типов:
МВМ – микрометры со вставками для измерения среднего диаметра метрических, дюймовых и трубных резьб (рис. 4.17);
МВТ – микрометры со вставками для измерения среднего диаметра трапециидальных резьб и с шаровыми вставками для измерения фасонных деталей;

Рис. 4.17. Микрометр со вставками для измерения среднего диаметра резьб
МВП – микрометры с плоскими вставками для измерения деталей из мягких материалов (рис. 4.18).

Рис. 4.18. Микрометр со вставками для измерения мягких материалов
Конструкция микрометра МВ аналогична конструкции микрометра МЗ. Отличие заключается в том, что вместо тарельчатых измерительных губок в микровинты и пятки вставляются вышеперечисленные вставки.
Микрометры рычажные (ГОСТ 4381) выпускают двух типов:
МР – микрометр рычажный с отчетным устройством, встроенным в скобу (рис. 4.19);
МРИ – микрометры рычажные, оснащенные отчетным устройством, которое вставлено в скобу по оси измерения (рис. 4.20).
Рис. 4.19. Микрометр рычажный с отчетным устройством,
встроенным в скобу
Рис. 4.20. Микрометры рычажные, оснащенные отчетным устройством,
которое вставлено в скобу по оси измерения
Микрометры рычажные предназначены для измерения линейных наружных размеров прецизионных деталей методом, как непосредственной оценки, так и сравнения с мерой, в условиях массового производства точного машиностроения и приборостроения. В конструкциях приборов использованы унифицированные рычажно-зубчатые отсчетные устройства с ценой деления 0,001, 0,002 и 0,01 мм.
Все микрометры могут быть изготовлены:
с ценой деления 0,01 мм - при отсчете показаний по шкалам стебля и барабана (рис. 4.21);
со значением отсчета по нониусу 0,001 мм – при отсчете показаний по шкалам стебля и барабана с нониусом (рис. 4.22);
с шагом дискретности 0,001 мм – при отсчете показаний по электронному цифровому отчетному устройству (рис. 4.23).
В первом случае (рис. 4.21) на стебле вдоль продольного штриха нанесена основная шкала прибора с ценой деления а = 0,5 мм и пределом измерений 25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения миллиметров, отложены снизу продольного штриха. На коническом срезе барабана нанесено 50 делений круговой шкалы с ценой деления С, равной 0,01 мм. При одном обороте барабана микровинт перемещаются на одно деление основной шкалы (на 0,5 мм). Торец барабана является указателем для основной шкалы, а продольный штрих на стебле – указателем для круговой шкалы.
Рис. 4.21. Шкала стебля и барабана |
Рис. 4.22. Микрометр с отсчетом по нониусу |
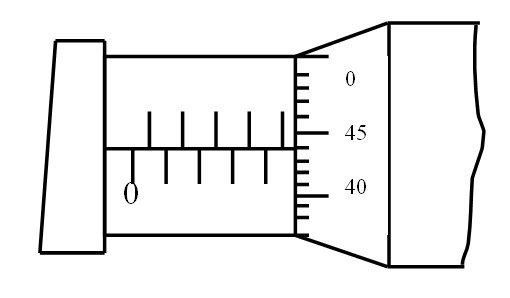


Рис. 4.23. Микрометр с цифровым отчетным устройством
При измерении изделие помещают без перекоса между пяткой и микровинтом и, вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности прибора к поверхности изделия. Ближайший к торцу барабана штрих основной шкалы показывает число целых долей миллиметров, если это нижний штрих шкалы (см. рис. 4.21), или число целых и половинных долей миллиметра в размере, если это верхний штрих (на рис. 4.21 показано 4,5 мм). К отсчету по основной шкале прибавляют отсчет по круговой шкале, равный произведению цены деления с на номер деления, который находится напротив продольного штриха. Отсчет на рис. 4.21 следует считать: 4,5 + 0,01 * 44 = 4,94 мм.
Перед измерением микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу (в микрометре с интервалом измерения 0 – 25 мм) или к поверхностям установочных мер. Усилие прижима ограничивается трещоткой. При правильной установке нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом на стебле, а торец барабана с нулевым штрихом основной шкалы.
В противном случае необходимо застопорить микровинт 3 (см. рис. 4.11) стопором 4 и, придерживая барабан 6, ослабить установочный колпачок 8. В этом случае разъединяются микровинт 3 и барабан 6. Установить барабан 6 в нужное положение и затянуть колпачок 8. Стопор 4 отпустить.
Погрешности наиболее распространенных микрометров приведены в табл. 4.2.
Таблица 4.2
Допускаемые погрешности микрометрических инструментов, мкм
Тип микрометра |
Верхний предел измерений микрометра мм |
Предел допускаемой погрешности микрометра с отсчетом показаний |
Допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н |
||||
по шкалам стебля и барабана классов точности |
по шкалам стебля и барабана с нониусом |
по электронному цифровому устройству классов точности |
|||||
1 |
2 |
1 |
2 |
||||
МК |
25 |
|
|
|
|
|
2,0 |
50 |
|
||||||
75 |
|
3,0 |
|||||
100 |
|
||||||
125;150 |
|
|
- |
4,0 |
|||
175;200 |
5,0 |
||||||
МК |
225;250 275;300; |
|
|
|
|
6,0 |
|
400 |
|
|
- |
8,0 |
|||
500 |
10,0 |
||||||
|
600 |
|
|
|
|
12,0 |
|
МЛ |
5;10;25; |
- |
|
|
|
|
2,0
|
МТ |
25 |
±2,0 |
|||||
МЗ |
25 |
|
|
|
|
||
50 |
|
||||||
75 |
3,0 |
||||||
100 |
|||||||
МГ
|
15;25 |
|
|
|
|
|
-
|
50 |
- |
|
- |
- |
- |
||
МП |
10 |
|
|
|
|
2,0 |
|
Примеры условного обозначения микрометров.
Микрометр зубомерный с диапазоном измерения 25 – 50 мм с отсчетом по шкалам стебле и барабана:
Микрометр МЗ 50 ГОСТ 6507-90.
Микрометр листовой с диапазоном измерения 0 – 25 мм, первого класса точности с отсчетом по цифровому отчетному устройству:
Микрометр МЛЦ 25 – 1 ГОСТ 6507-90.
Микрометр гладкий с диапазоном 125 – 150 мм и с отсчетным устройством по шкалам стебля и барабана с нониусом:
Микрометр МКН 150 ГОСТ 6507-90.