

3.3. Меры плоского угла призматические
Призматические меры плоского угла по ГОСТу 2875 (в литературе их часто называют угловые призматические меры) предусматривают для использования в качестве:
рабочих мер для регулирования и настройки угломерных приборов и непосредственного измерения углов промышленных изделий;
образцовых мер для передачи размера единицы плоского угла от первичного эталона рабочим средствам измерения углов.
Призматические меры плоского угла являются наиболее точным средством измерения углов в машиностроении. Они изготавливаются наборами или отдельными мерами следующих типов:
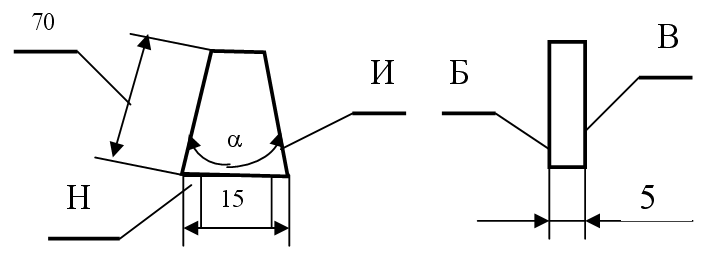
1 - с одним рабочим углом со срезанной вершинной;
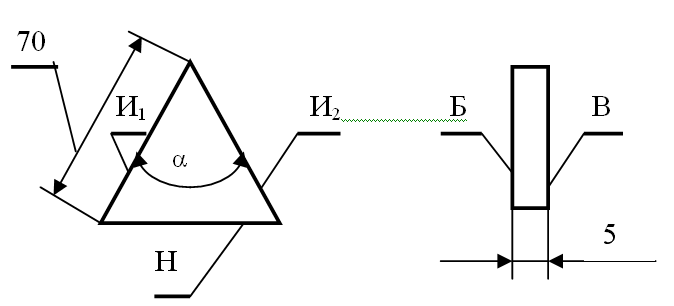
2 - с одним рабочим углом с острой вершиной;
3 - с четырьмя рабочими углами;
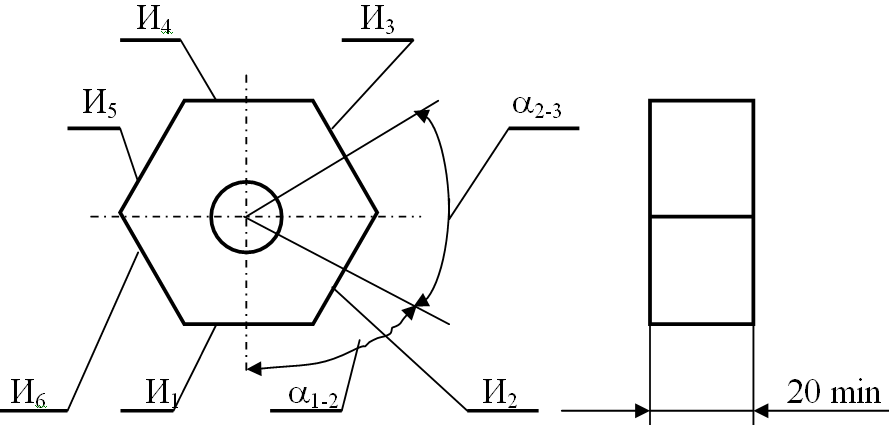
4 - правильная многогранная (n - гранная) призма.
Меры при использовании в качестве образцовых должны пройти метрологическую аттестацию.
Призматические меры плоского угла изготавливаются из стали марки ШХ - 15 по ГОСТу 801 трех классов точности 0, 1 и 2. Предельные отклонения мер от номинального значения типов 1, 2, 3 составляют ±10¢¢ для класса точности 1 и ±30¢¢ - для класса 2. Соответственно допустимые погрешности углов мер 4-го типа составляют ±5¢¢ для класса 0, ±8¢¢ для класса 1 и ±15¢¢ для класса 2.
Для образцовых мер плоского угла установлено четыре разряда (1, 2, 3 и 4). Разряд образцовых мер устанавливается аттестаций рабочих угловых мер соответствующего класса точности по поверочной схеме для средств измерения плоского угла, приведенной в ГОСТе 8.175.
Основные размеры и классы точности должны соответствовать указанным в табл. 3.2.
В табл. 3.2 приняты обозначения:
И- измерительная поверхность;
Н - неизмерительная поверхность;
Б - базовая поверхность;
B - верхняя поверхность;
a - рабочий угол.
Измерительные поверхности мер плоского угла обладают свойством притираемости. Меры комплектуются в наборы. Порядок составления блока мер такой же, как у концевых мер длины. У кромок рабочих поверхностей мер имеются отверстия, через которые с помощью набора принадлежностей меры соединяются в блоки.
Угловые меры и блоки из них применяют для измерения углов методом “на просвет“. Измерительные грани мер совмещают с поверхностями изделия и определяют размер просвета между ними путем сравнения с “образцом просвета“ (рис. 3.3), который состоит из концевых мер длины 2, притертых к стеклянной пластине 3 и накрытых лекальной линейкой 1. При хорошей освещенности и определенном навыке просвет размером 4 мкм можно оценить с погрешностью примерно 1 мкм, погрешность измерения угла при этом составит 15’’.
Таблица 3.2
Типы мер плоского угла
Тип меры |
Чертеж
|
Класс точности |
1 |
|
1; 2 |
Окончание табл.3.2
2 |
|
1; 2 |
3 |
|
1; 2
|
4 |
|
0; 1; 2 |

0,004





 1
1





 2
2







1,010 1,009 1,008 1,007 1,006 1,005 1,004 1,010 3




Рис. 3.3. Образец «просвета»