

6.7. Проекторы
Измерительные проекторы предназначены для измерений и контроля линейных и угловых размеров изделий со сложным профилем: профильных шаблонов, мелкомодульных зубчатых колес, режущего инструмента, резьбовых изделий и т.п. Проекторы позволяют получать на экране увеличенное изображение контура изделия при измерениях в проходящем свете или изображение поверхности изделия при измерениях в отраженном свете.
Проекторы выпускают:
БП – большой проектор, увеличение объектов которого составляет 10, 20 и 50 крат;
ЧП – часовой проектор с увеличением 10, 20, 50, 100 и 200 крат;
ПМК – проекторы массового контроля, основанные на методе совмещения.
Для контроля и измерения изделий на проекторах БП и ЧП используют следующие методы:
1. Совмещение проецируемого контура с номинальным контуром изделия, выполненным в масштабе, соответствующем увеличению объектива;
2. Сравнение изображения с чертежом, на который нанесены два контура изделия, соответствующие предельным размерам; профиль годного изделия должен лежать между его предельными контурами;
3. Измерение размеров контура изделия с помощью микрометрических устройств измерительного стола;
4. Измерение отклонений изображения контура от образцового профиля с помощью измерительного стола или масштабной линейки.
Чертеж изделия изготавливают на ватмане, кальке, целлофане и т.п. и укрепляют на экране. Увеличение объектива следует выбирать так, чтобы можно было наблюдать весь измеряемый размер. Процесс измерений на проекторах аналогичен измерениям на микроскопах.

Рис. 6.12. Профильный проектор
Современные проекторы, например, ETALON PP 300 (см. рис. 6.12), имеют фотометрический измерительный блок для автоматического обнаружения кромки измеряемой детали, подвижный измерительный стол с ходом 200х100 мм и цифровым интервалом перемещения 0,001 мм, отраженное и проходящее освещение, запрограммированные геометрические функции, программируемые расчётные функции для комбинирования измеренных значений в соответствии с геометрией детали, измерительные возможности, исключающие потребность в ручных вычислениях, компьютеризованное преобразование координат, делающее ненужным механическое выравнивание детали и т. п.
6.8. Универсальные микроскопы
Учитывая сложность конструкции, большую универсальность за счет использования различных измерительных приспособлений и ограниченные сведения в технической литературе, рассмотрим основные узлы и приемы работы на примере универсального микроскопа УИМ-21. Подробнее с микроскопом можно ознакомиться в [15].
6.8.1. Общий вид микроскопа
Универсальные микроскопы УИМ–21, УИМ–23, УИМ–24 отличаются от инструментальных более широким диапазоном и большей точностью измерений. Универсальный измерительный микроскоп УИМ-21 предназначен для линейных и угловых измерений деталей с различными поверхностями: плоскими, цилиндрическими, резьбовыми, и др. Общий вид прибора представлен на рис. 6.13. В массивную станину 1 снизу ввинчены три опорных винта 2, с помощью которых микроскоп устанавливается на лабораторный стол строго горизонтально по уровню, встроенному в станину. По направляющим 3 станины на подшипниках качения перемещается стол 4 в направлении координаты Х (влево–вправо). Перемещение стола производится вручную при отстопоренном винте 5. При застопоренном винте проводят микрометрическую подачу головкой 6. По окончанию микрометрической установки головку 6 следует закрыть вращающимся колпачком 7.
На цилиндрические направляющие стола устанавливаются бабки 8 с центрами 9. Бабки крепятся к станине винтами 10, а центра в бабках-винтами 11. На вертикальной колонке 12 укреплен кронштейн 13 с окулярной головкой 14, через которую ведется наблюдение при измерении. Перемещение кронштейна вверх-вниз (по координате Z) вдоль колонки производится головкой 15 с помощью реечной передачи и фиксируется винтом, расположенным с правой стороны кронштейна (на рис. 6.13 не виден). Наклон колонки 12 осуществляется штурвальчиком 16, вертикальное положение головки стопорится фиксатором 17. Подъемом или опусканием кронштейна 13 добиваются резкости изображения измеряемого объекта, наблюдаемого в окуляре. Тонкая настройка на резкость производится вращением кольца 18 объектива.
По направляющим 19 колонка 12 с окулярной головкой 14 перемещаются вперед-назад (по координате Y) строго перпендикулярно к продольному перемещению стола. Перемещение проводят при отстопоренном винте 20, непосредственно двигая рукою этот винт вместе с колонкой. Застопорив винт, проводят микроперемещения головкой 21. Закончив перемещения, головку закрывают колпачком 22.
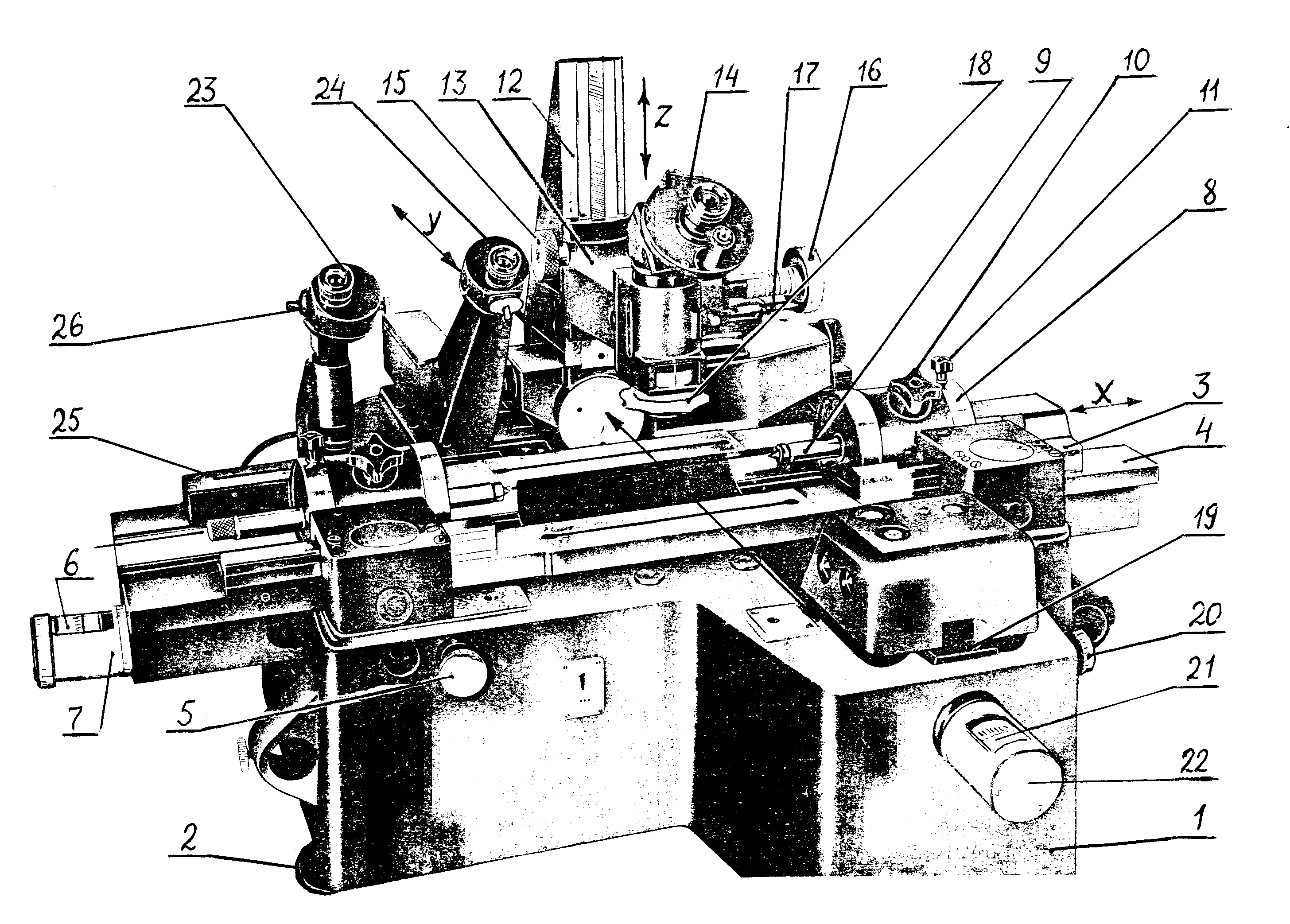
Рис. 6.13. Общий вид микроскопа УИМ
Величины продольного и поперечного перемещений на микроскопе УИМ отсчитывают по стеклянным линейным шкалам с помощью окулярных спиральных микроскопов 23 и 24. Пределы измерений по продольной шкале 25 равны 0 – 200 мм, по поперечной шкале – 0 – 100 мм.