

8.2. Основные виды отклонений расположения поверхностей
При механической обработке деталей машин и приборов или их сборке возникают погрешности расположения поверхностей и осей. Погрешности расположения определяют собираемость деталей и оказывают большое влияние на работоспособность узлов. Следовательно, погрешности расположения обуславливают функциональную взаимосвязь сборочных единиц, особенно при одновременном сопряжении деталей по нескольким поверхностям. Поэтому на стадии проектирования необходимо назначать допуск расположения, исходя из служебного назначения машин и узлов, а при изготовлении и сборке необходим контроль действительных отклонений.
Под отклонением расположения понимается отклонение реального расположения рассматриваемого элемента (поверхности, оси или плоскости симметрии) от номинального расположения. Номинальное расположение определяется номинальными линейными и угловыми размерами между рассматриваемыми поверхностями, их осями или плоскостями симметрии.
При рассмотрении отклонений расположения отклонения формы поверхностей не учитываются. Действительные поверхности при этом заменяются прилегающими.
В зависимости от конструктивного исполнения, а также от конкретного метода обработки и сборки деталей могут возникнуть отклонения различного вида.
К основным видам отклонений расположения относят:
1. Отклонение от параллельности (непараллельность) плоскостей – разность наибольшего и наименьшего расстояния между прилегающими плоскостями на заданной площади или длине (рис. 8.4, а).
2. Отклонение от перпендикулярности (неперпендикулярность) плоскостей, осей или осей и плоскости – отклонение угла между плоскостями, осями или осью и плоскостью от прямого угла (900), выраженное в линейных единицах, на заданной длине (рис. 8.4, б).
3. Отклонение от соосности (несоосность) – наибольшее расстояние между осью рассматриваемой поверхности и осью базовой поверхности или расстояние между этими осями в заданном сечении (рис. 8.4, в).
4. Отклонение от пересечения осей (непересечение осей) – кратчайшее расстояние между осями, номинально пересекающимися (рис. 8.4, г).
5. Отклонение от симметричности (несимметричность) – наибольшее расстояние между плоскостью симметрии (осью симметрии) рассматриваемой поверхности и плоскостью симметрии (осью симметрии) базовой поверхности (рис. 8.4, е).
6. Позиционное отклонение (смещение осей от номинального расположения) – наибольшее расстояние между реальным расположением элемента (его оси или плоскости) и его номинальным расположением в пределах нормируемого участка (рис. 8.4, ж).
7. Отклонение наклона плоскости – отклонение угла между плоскостью и базой от номинального угла, выраженное в линейных единицах на длине нормируемого участка (рис. 8.4, д).
Кроме отклонений расположения, можно выделить суммарные отклонения, которые включают в себя как отклонения формы, так и отклонения расположения. К ним относят:
1. Радиальное биение – разность наибольшего и наименьшего расстояния от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рис. 8.4, з).
При проверке радиального биения не в одной плоскости, а в пределах нормируемого участка находят полное радиальное биение.
При нормировании конических или сферических поверхностей назначают биение в заданном направлении.
2. Торцовое биение – разность наибольшего и наименьшего расстояния от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 8.4, и), которую получают на заданном диаметре торцевой поверхности. При измерении биения на всей торцевой плоскости находят полное торцевое биение.
3. Отклонение формы заданного профиля – наибольшее отклонение точек реального профиля, определяемого по нормали к номинальному профилю в пределах нормируемого участка.
4. Отклонение формы заданной поверхности – наибольшее отклонение точек реальной поверхности от номинальной поверхности в пределах нормируемого участка.
Величина допуска расположения установлена в зависимости от степени точности и номинального размера.
Допуски расположения поверхностей нужно назначать при наличии особых требований, вытекающих из условий работы, изготовления или измерения деталей. В остальных случаях отклонения расположения поверхностей ограничиваются полем допуска на размер или регламентируются в нормативных материалах на допуски, не проставляемые у размеров.
Допуски на расположение поверхностей деталей могут быть двух видов – зависимые и независимые.
Зависимым называется допуск расположения, величина которого зависит не только от заданного предельного отклонения расположения, но и от действительных отклонений размеров, а независимым – величина которого не зависит от действительных размеров рассматриваемой поверхности и определяется только заданным допуском расположения.
е
ж)
з
и
Торцевое биение
в
г
д
a
б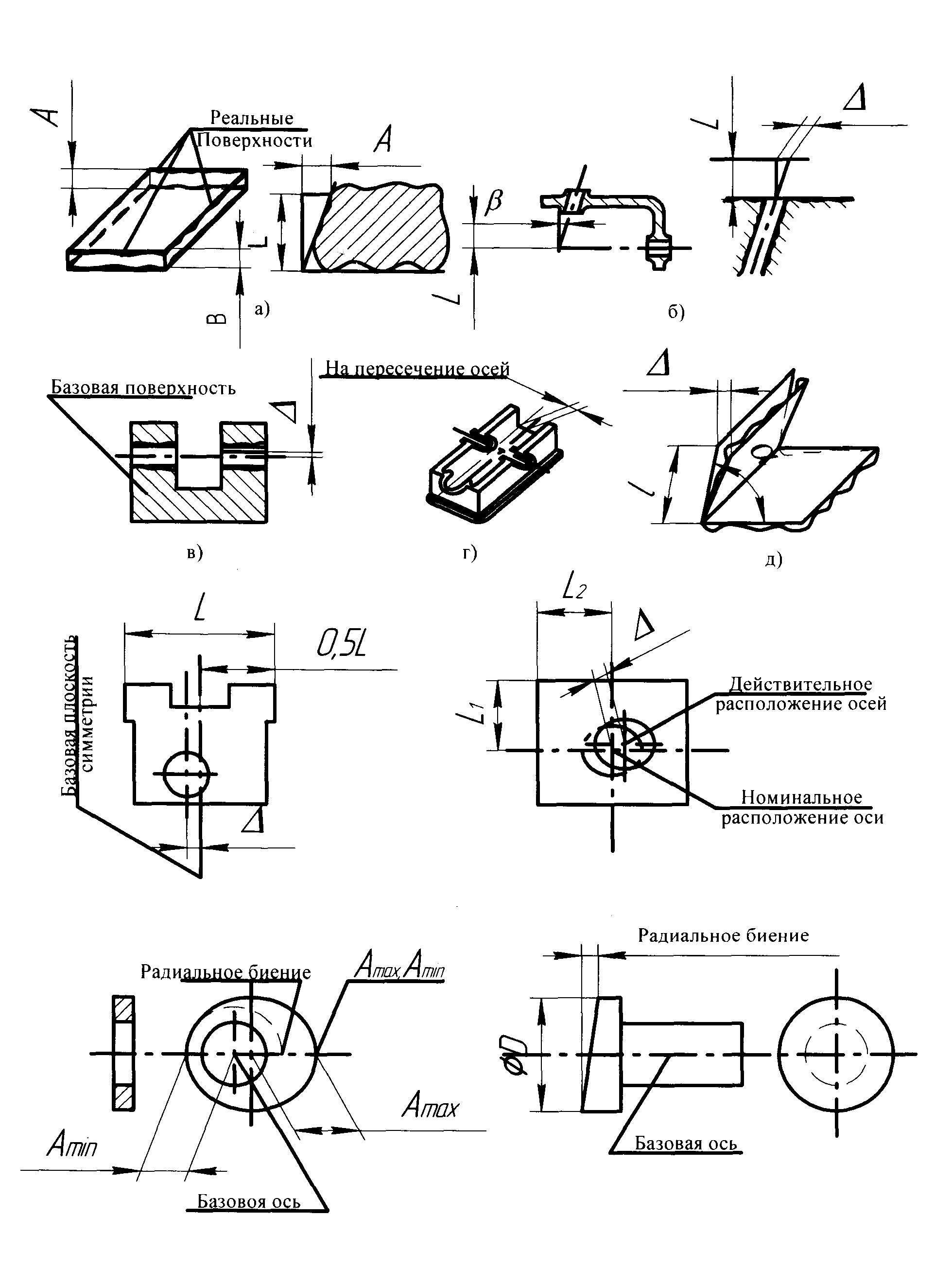
Р
ж)
При оформлении технической документации допуски расположения поверхностей указывают на чертежах в виде условных обозначений или текстовых записей в технических требованиях. Применение условных обозначений предпочтительно.
Для условного обозначения применяют знаки, указанные в табл. 8.2, при этом данные об отклонениях расположения указывают в прямоугольной рамке, разделенной на 2 или 3 части:
в первой – знак допуска;
во второй – величина допуска, мм;
в третьей – база или другие поверхности, к которым относятся отклонения расположения.
Таблица 8.2
Условные знаки допусков расположения поверхностей
допуск |
Знак |
Допуск |
Знак |
|
|
Наклона |
|
|
|
Радиального, торцевого биения в заданном направлении |
|
|
|
||
|
|
Полного радиального биения |
|
|
|
Формы заданной поверхности |
|
|
|

 Параллельности
Параллельности
 Перпендикулярности
Перпендикулярности Соосности
Соосности
 Пересечения
осей
Пересечения
осей Симметричности
Симметричности
 Позиционный
Позиционный
Когда допуск расположения относится к поверхности или её профилю, рамку соединяют прямой или ломаной линией с контурной линией поверхности или её продолжением.
Если допуск расположения относится к оси или плоскости симметрии, соединительная линия должна быть продолжением размерной.
Рамку соединяют
также с базой прямой или ломаной линией,
заканчивающейся зачерченным треугольником.
Если соединение базового элемента с
рамкой неудобно, то базу обозначают
прописной буквой, указывая её в третьей
части рамки. Эту же букву помещают в
квадратную рамку, которая соединяется
выносной линией с зачерченным
треугольником. Зависимые допуски
расположения поверхностей обозначают
условным знаком
 , который
помещается после числового значения
допуска:
, который
помещается после числового значения
допуска:
![]() .
.